ИЗГОТОВЛЕНИЕ И ПРОИЗВОДСТВО ОТЛИВОВ | по Вашим размерам
Производство отливов, доборных элементов, парапетов и планок — для защиты окон, цоколей, парапетов, заборов в настоящее время является весьма востребованным, поскольку изготовление отливов на заказ имеет массу преимуществ по сравнению с покупкой готовых отливов.
Изготовление отливов на заказ сэкономит ваше время, деньги и позволит не только наилучшим образом защитить окна и другие элементы строения от атмосферной влаги, но и воплотить любые дизайнерские фантазии, подчеркнув индивидуальность и стиль вашего дома.
Преимущества изготовления отливов на заказ:
— значительно более низкая цена по сравнению с импортными отливами при том же уровне качества;
— возможность получения готовых изделий необходимых размеров и конфигураций без подгонки и перекройки;
— выбор материалов, вида и цветовой гаммы защитных покрытий отливов на любой вкус.
Нашей фирмой налажено высокотехнологичное производство отливов, позволяющее выполнять заказы любой степени сложности в кратчайшие сроки и по демократичным ценам. Мы принимаем заказы на изготовление отливов
— отливы из оцинкованной стали с покрытием полиэстер или пластизол,
— отливы из меди,
— из алюминия с последующим покрытием порошковой краской любого цвета.
Мы используем материалы только самого высокого качества. Отливы изготавливаются по размерам или по чертежам заказчика, любых нестандартных форм и сложных конфигураций. Также нашей фирмой предоставляются услуги по монтажу отливов. Все работы производятся в минимальные сроки и в удобное для вас время. На все виды нашей продукции, а также на установочные работы дается гарантия.
Вернуться >> Отливы
Изготовление оконных отливов на заказ в Москве
Для изготовления оконных отливов мы используем только современное дорогостоящее оборудование, поддерживая заданную планку качества. В процессе производства используются:
В процессе производства используются:
- Станок для гибки металла;
- Различное оборудование для раскройки листов.
На заключительной стадии изделия покрываются порошковой краской. Это помогает адаптировать его к стилю фасада и даёт дополнительную защиту от вредных внешних воздействий. Ещё одним важным фактором прочности отлива является толщина металла.
Нужно рассчитывать планируемую нагрузку, чтобы подобрать оптимальную толщину листа. Точность нашего оборудования помогает экономно расходовать листы оцинкованной стали и достигать максимального соответствия необходимым размерам.
Цены
Производство металлических оконных отливов
Стоимость отлива из оцинкованной стали будет зависеть от размеров изделий, сроков изготовления и цены используемых материалов. Кроме того, отлив из оцинкованной стали может отличаться по цене в зависимости от размеров, материала и цвета порошковой покраски, которую вы выберете.
Т.к. наша компания имеет собственное производство, мы стремимся предоставлять наши услуги по наиболее низким ценам в нашем сегменте. Покупая отлив или откос у надежного производителя, вы получаете отличное качество по приемлемой цене.
Покупая отлив или откос у надежного производителя, вы получаете отличное качество по приемлемой цене.
Отливы из оцинкованной стали
Длина, мм. | Ширина полки,мм. | |||
| 100 | 150 | 200 | 250 |
1500 | 111 | 143 | 174 | 206 |
2000 | 145 | 187 | 229 | 271 |
2500 | 178 | 231 | 283 | 336 |
3000 | 212 | 275 | 338 | 401 |
Отливы из полиэстера
Длина, мм. | Ширина полки,мм. | |||
| 100 | 150 | 200 | 250 |
1500 | 158 | 204 | 250 | 296 |
2000 | 207 | 269 | 330 | 392 |
2500 | 256 | 333 | 410 | 487 |
3000 | 306 | 398 | 490 | 582 |
Отливы с полимерной порошковой покраской
Длина, мм. | Ширина полки,мм. | |||
| 100 | 150 | 200 | 250 |
1500 | 191 | 248 | 305 | 361 |
2000 | 252 | 327 | 403 | 478 |
2500 | 312 | 406 | 501 | 595 |
3000 | 373 | 486 | 599 | 712 |

Обычно процесс производства не отнимает много времени, так как в нём не задействовано много оборудования. Его продолжительность зависит от параметров и объёма заказа. Высокая производительность завода позволяет нам предлагать самые выгодные сроки изготовления среди конкурентов.
Его продолжительность зависит от параметров и объёма заказа. Высокая производительность завода позволяет нам предлагать самые выгодные сроки изготовления среди конкурентов.
Главная функция оконных отливов – это защита проёмов и элементов фасада от промокания и порчи. Отливы, изготовленные из металла, лучше справляются со своей задачей и дольше служат, особенно если речь идёт о наружном монтаже. Они не нуждаются в частом ремонте и заменять их нужно редко. Завод «Эверест» предлагает свои услуги по изготовлению отливов из металла разных размеров и форм, учитывая все конструктивные пожелания заказчика.
Обращаясь на завод «Эверест», вы можете быть уверены, что работаете напрямую с производителем. Отсутствие посредников гарантирует вам постоянный контакт с реальными специалистами и выгодные цены на продукцию.
Изготовление отливов из оцинкованной стали срочно и недорого
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
Одним из главных врагов кровли, который намного сокращает срок ее эксплуатации, становится влага. В период таяния снега и летне-осенних дождей крыша находится под постоянным “прицелом” осадков. Изготовление отливов из оцинкованной стали помогает решить проблему водоотведения.
Изготовление отливов: надежность важнее всего
Основой отлива становится стальной лист. Для повышения антикоррозионных функций в производстве водостоков обычно используется нержавейка.
Долговечность изделию гарантирует особая — многослойная — структура. Первым защитным покрытием становится цинк, причем наносят его довольно щедро — не менее 275 г на метр. Далее следует еще один барьер против коррозии — фосфатный слой. Эту поверхность, в свою очередь, грунтуют. На финишном этапе ее покрывают лаком. После этого элементам будущих отливов не страшны ни морозы, ни проливные дожди.
Поскольку все эти операции достаточно трудоемки и требуют времени, для изготовления отливов из оцинкованной стали цена не может находиться в нижнем сегменте.
Изготовление оцинкованных отливов на заказ
Оцинкованный кровельный отлив — сборная конструкция, которая монтируется из отдельных комплектующих непосредственно на объекте. Перед началом работ по изготовлению отливов из оцинкованной стали на заказ проводят доскональные замеры и расчеты.
К компонентам отлива, каждый из которых выполняет на крыше свою функцию, относятся:
- желоб для сбора воды. Его длина должна соответствовать длине кровельного ската;
- ливнеприемник — эта деталь является связующим звеном между желобом и отводящей трубой;
- труба, по которой стекает вода. При ее монтаже важно, чтобы потоки лились не бесконтрольно, а в дренажную систему, в противном случае стоки будут “подтачивать” фундамент;
- угловые и поворотные элементы. Они способствуют правильному монтажу системы и по необходимости помогают “обвести” ее вдоль конструктивных элементов кровли;
- метизы, с помощью которых осуществляется монтаж.


Производство отливов, откосов
и доборных элементов
Под отливом чаще понимают кровельное сооружение, но это далеко не так. Изготовление отливов из оцинкованной стали можно заказать для окна, цоколя и даже для забора. В первых двух случаях такой элемент будет выполнять защитную функцию — предотвращать попадание воды на стены и фундамент постройки. Отлив для забора поможет отвести накопившиеся за зиму осадки после того, как они начнут таять. Их скопление способно ухудшить внешний вид ограждения и даже привести к его расшатыванию.
Строительные организации, с которыми мы сотрудничаем, сходятся во мнении, что заказывать все комплектующие — от деталей отлива до доборных элементов — лучше у одного производителя. Во-первых, над проектом будет работать единая команда, а значит, ознакомится с ним досконально. Во-вторых, специалисты смогут гарантировать строгое соблюдение технологии.
Основные преимущества оцинкованных отливов
Оцинковка не случайно считается одним из самых востребованных материалов для водосточных систем. Благодаря защитному слою она успешно сопротивляется коррозии, в то же время обладает высокой механической прочностью. Листы, из которых производятся отливы, достаточно пластичны, чтобы изготовить из них детали любых форм и обеспечить целостность конструкции. Немаловажна и стойкость нержавеющей стали к перепадам температур, что особенно полезно в нестабильных погодных условиях.
Благодаря защитному слою она успешно сопротивляется коррозии, в то же время обладает высокой механической прочностью. Листы, из которых производятся отливы, достаточно пластичны, чтобы изготовить из них детали любых форм и обеспечить целостность конструкции. Немаловажна и стойкость нержавеющей стали к перепадам температур, что особенно полезно в нестабильных погодных условиях.
Цена на оцинкованные отливы
Для такой услуги, как изготовление отливов из оцинкованной стали, цена складывается из следующих факторов:
- размеры кровли;
- толщина листов, необходимых для производства деталей;
- необходимость дополнительных работ — например, покрытия изделий порошковой краской.
На стоимость проекта могут повлиять срочность работ, а также их выполнение “под ключ” — с монтажом. Последний вариант опять же предпочтительнее, так как заказ будет выполнять одна команда из производственников и строителей, которая сможет вникнуть во все тонкости будущих работ.
Цены на оконные отливы
В отличие от кровельных отливов оконные представляют собой намного более простые конструкции. По сути это небольшие планки, закрывающие поверхность и снабженные на конце козырьком. Кроме стандартных отливов, длина которых составляет 3,2 м, наш цех выпускает и нестандартные — меньшей длины. Стоимость традиционно рассчитывается в погонных метрах. При ее определении также учитывается ширина полки.
Вы можете купить стандартные оконные отливы на нашем складе, а если изделий необходимых габаритов не найдется, мы изготовим их для вас по спецпроекту.
Почему стоит заказать изготовление отливов у нас?
Наш цех металлообработки способен выполнить полный цикл изготовления отливов из оцинкованной стали на заказ, в том числе, если это необходимо, и монтажные работы. Специалисты приедут к вам на объект, грамотно произведут все замеры, изготовят кровельные, оконные или заборные элементы по индивидуальным чертежам, а затем проведут их установку. Наши преимущества:
- сокращенные сроки производства без ущерба качеству работы;
- средние по Москве и области цены с возможностью дополнительно сэкономить для заказчика;
- производство на современном оборудовании, полностью исключающем брак;
- выполнение заказов любого объема.

Чтобы оставить заявку, просто заполните онлайн-форму на нашем сайте. Мы обязательно перезвоним вам в день обращения, в рабочее время. Обращайтесь!
Изготовление отливов на заказ в Москве
Зачем окнам металлические отливы
Отрицательное воздействие внешней среды на физическое состояние построек — общепризнанный факт. Проникающая в микропоры строительных материалов влага при замерзании:
- Разрушает перекрытия и стены;
- Отрывает внешнюю теплоизоляцию;
- Снижает энергоэффективность теплозащиты;
- Уменьшает расчетные сроки службы зданий и сооружений;
- Приводит к появлению черной плесени на внутренних откосах.
Как показывает практика, одним из самых уязвимых для дождевой и талой воды мест на фасадах домов и хозяйских построек оказывается нижняя часть оконных проемов. Именно ее защищают обсуждаемые нами металлические декоративно-конструкционные элементы.
Особенности конструкции
Внешне отлив представляет собой сплошную стальную пластину, края которой особым образом изогнуты:
- Внутренний (примыкающий к окну) загнут кверху; он обеспечивает надежное примыкание к оконной раме и гарантированный водоотвод от нее;
- Внешний (иначе, капельник) специальным способом загнут книзу; его профиль препятствует стеканию капель по стене.
Наша компания наладила производство на заказ отливов и других фасадных элементов. Основное сырье — черный металл и покрытая цинком сталь. Изделия и первого, и второго типа могут подвергаться порошковой окраске.
Подводя итог, отметим следующее. Если вы или ваша организация строите новый дом либо решили обновить фасад существующего, без качественных и декоративно привлекательных элементов, отводящих атмосферные осадки, не обойтись. С точки зрения выгоды, купить их лучше у производителя.
Производство отливов — одно из приоритетных направлений деятельности нашей компании. Продукция ООО «CTP» из оцинкованной и окрашенной порошковым способом стали лучше других в Москве и Подмосковье сбалансирована по качеству и цене. Заказать нужное количество изделий с оцинковкой или с порошково-полимерным покрытием можно непосредственно на сайте, по электронной почте [email protected] или по телефону 8(495)260-10-15. Пишите, звоните — заказывайте, покупайте!
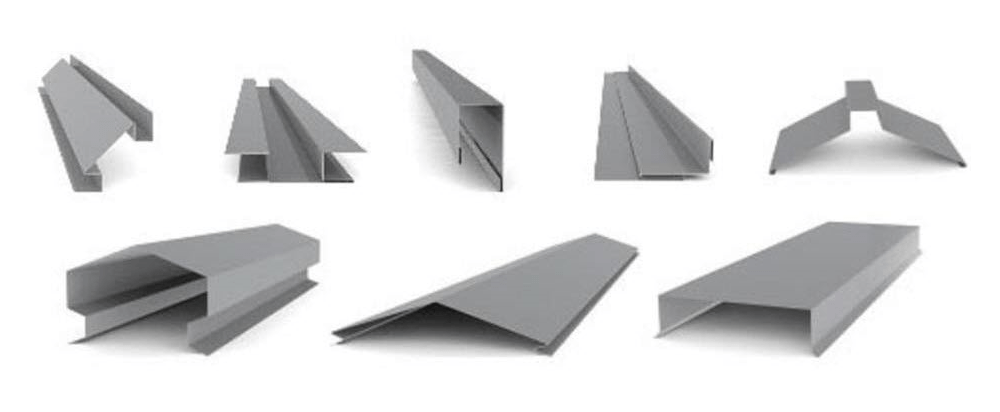
Отливы, Парапеты, Колпаки, Дымники, Ендова, Ветровые планки, Карнизные планки
Изделий из листовой стали
В данном разделе представлен весь ассортимент изделий из листовой стали.
Компания «1001 КРЕПЕЖ» осуществляет оптовую продажу всех типов отливов для окон и фундамента, парапетов, планок, кровельных коньков, дымников для труб, колпаков на кирпичные и стальные столбы, заборных планок и многое другое, что возможно изготовить из листа металла.
Все изделия производятся из оцинкованной стали толщиной 0,5 мм. Данная толщина является максимальной общепринятой для этой категории изделий, что дополнительно гарантирует качество, и долговечность эксплуатации изделий из стали нашего производства даже в самых неблагоприятных атмосферных условиях.
Компания «1001 КРЕПЕЖ» имеет собственное производство изделий из листового металла, что позволяет нам выполнять заказы любой сложности на изделия нестандартных размеров. Вы можете заказать отливы, планки, ендову и кровельные коньки любой формы, размера и цвета на Ваш вкус. Все изделия производятся как из неокрашенной оцинкованной стали, так и из окрашенной стали в любой цвет от стандартного до уникального по цветовой шкале RAL.
На нашем сайте представлены основные изделия, которыми комплектуют кровельные работы, металлические заборы, парапеты и сооружения из сэндвич панелей.
Перечень стандартных изделий из кровельного металла и их применение:
- Отлив оконный: Отливы применяются при монтаже оконных рам. Отлив несет функцию отбойника воды и препятствует ее попаданию в стены и внутрь дома.
- Отлив для фундамента: Данный отлив устанавливается на стыке между фундаментом и стеной здания. Отлив фундамента несет функцию отбойника воды и декоративную функцию. Как правило, отливы на фундамент подбирают под общий цвет фундамента или стен, а так же под цвет крыши.
- Парапет для фундамента забора: Парапет применяется для предотвращения прямого попадания влаги на фундамент забора или любой другой бетонной конструкции. Оборудование на производстве позволяет производить парапеты шириной до 1000 мм.
- Колпак на заборный столб: Колпак для заборного столба из кирпича/блока/бетона предотвращает попадание влаги и тем самым исключает разрушение столба. Заборные столбы можно накрывать колпаками из бетона и керамики, при этом колпак из металла более легкий, дешевый и долговечный.
- Дымник для трубы из кирпича: Дымник служит для исключения прямого попадания воды в трубу и служит для сохранения кладки трубы на Вашем доме, бане или садовой печи.
- Ендова для кровли нижняя и верхняя: Ендова устанавливается на угловых соединениях двух скатов крыши с внутренним углом. На угол прокладывается нижняя ендова, далее устанавливаются кровельные листы металлочерепицы или другого покрытия и поверх листов устанавливается верхняя ендова.
- Ветровая планка для кровли: Ветровая планка устанавливается на торцах крыши. Планка несет декоративную функцию и предотвращает попадание влаги под кровельные листы.
- Карнизная планка (капельник): Карнизная планка устанавливается на торцевой части ската крыши между водосточным желобом и кровельным листом. Капельник исключает попадание влаги на торцы каркаса кровли.
- Снегозадержатель: Снегозадержатели предотвращает лавинный сход снега, особенно он требуется на крышах, где вблизи проходит пешеходный и автомобильный путь.
- Профиль пристенный: Пристенный профиль (планка) устанавливается на стыке между стеной и крышей и предотвращает протечку между крышей и стеной.
 Заборные столбы можно накрывать колпаками из бетона и керамики, при этом колпак из металла более легкий, дешевый и долговечный.
Заборные столбы можно накрывать колпаками из бетона и керамики, при этом колпак из металла более легкий, дешевый и долговечный.
Обращайтесь! Мы работаем для Вас!
Телефон: +7 (495) 230-10-82, e-mail: [email protected]
Обращайтесь! Мы работаем для Вас!
Телефон: +7 (495) 230-10-82, e-mail: [email protected]
Водосточная система
Отливы для окон являются одним из функциональных элементов в оконной конструкции. Они необходимы для защиты рамы – своевременного отвода влаги. Отлив представляет собой неотъемлемую частью внешней отделки окна, т.к. скапливающаяся влага является одной из главных причин деформации оконной системы и износа утеплителя.
Оконные отливы защищают их от осадков, а также относятся к звукоизолирующим приспособлениям. Для этих целей лучше всего выбрать оцинкованные металлические отливы – они прослужат дольше, а значит их приобретение более выгодно в сравнении с другими видами.
Для этих целей лучше всего выбрать оцинкованные металлические отливы – они прослужат дольше, а значит их приобретение более выгодно в сравнении с другими видами.
Компания ООО «Жестянщик» занимается производством отливов:
Стальных оцинкованных оконных;
Оцинкованных окрашенных отливов;
А также балконных стальных оцинкованных и окрашенных отливов.
Отливы на окна небольшого назмера
Отлив изготавливают по размерам окна. Существуют стандартные размеры окон, отлив для них можно купить в магазине, но соблюдение стандартных размеров особенно при частном строительстве зачастую не соблюдается, поэтому услуга изготовление отливов на заказ пользуется большой популярностью.
Отливы, как правило, устанавливаются вместе с окнами, т.к. основная их функция – защита от погодных условий. Материал, который используется при установке оконных конструкций – пенополиуретановая пена, очень быстро приходит в негодность. Под воздействием ультрафиолетового излучения и влажности превращается в труху в течение одного-двух лет. Его разрушение приводит к потере герметичности окна – т.е. вам потребуется повторная установка. При этом при наличии отливов гарантийный срок установки будет составлять 5 лет, при дополнительной защите, изоляции стыков 10-15.
Его разрушение приводит к потере герметичности окна – т.е. вам потребуется повторная установка. При этом при наличии отливов гарантийный срок установки будет составлять 5 лет, при дополнительной защите, изоляции стыков 10-15.
Для балконов эти конструкции устанавливаются над рамой, если балкон капитальный, например, лоджия в т.ч. присоединенная к дому, установка производится стандартным образом.
Наша компания реализует полный цикл – от изготовления отливов до монтажа/демонтажа. Для начала работы вам нужно вызвать нашего замерщика по телефону +7 (3532) 60-12-55. В некоторых случаях изготовление отливов возможно в день заказа. Также, если вы занимаетесь строительством частного дома и вам также нужны другие конструкции из жести, мы сможем предоставить вам приятную скидку от объема заказа. Качественный, красивый отлив может быть изготовлен из оцинкованной стали окрашенной в любой цвет. Среди палитры наших материалов вы также найдете листы жести окрашенные с имитацией различных пород дерева — благодаря такому материалу отлив на вашем окне не будет выделяться, а наоборот подчеркнет красоту окна из натурального дерева.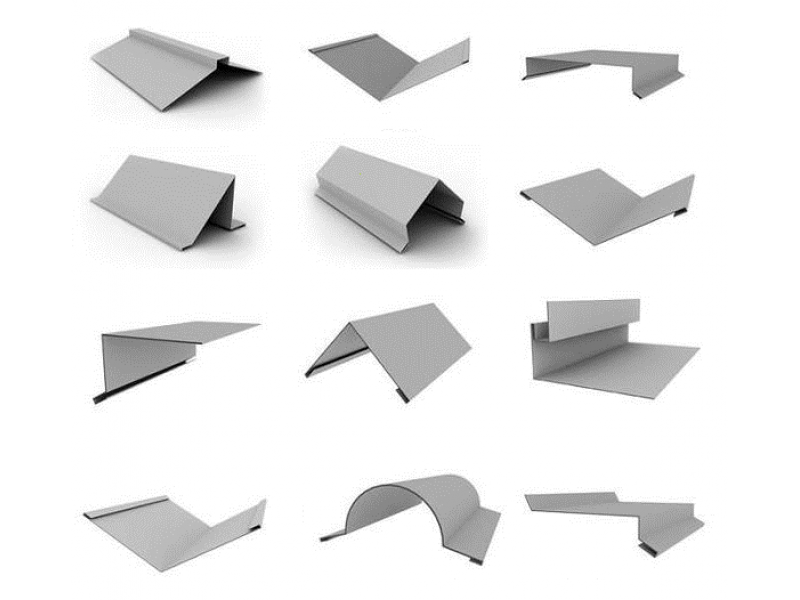
Преимущества стальных отливов для окон.
Доступная цена. Металлический отлив размещенный на окна может позволить себе любой покупатель, при этом не высокая стоимость не будет мерилом качества.
Хороший внешний вид – стальные оцинкованные отливы и окрашенные и не окрашенные хорошо смотрятся на больших и маленьких окнах, придают им законченный вид и не портят дизайн фасада.
Стальные отливы для окон очень долговечны. Оцинкованный метал при отсутствии механических повреждений покрытия, а именно вмятин или царапин, может прослужить без признаков ржавления около 50 лет.
Стальные отливы не восприимчивы к изменениям в окружающей среде. Они не деформируются под воздействием солнечного цвета или осадков, а также резкой смены температур. Окрашенный отлив не выцветет. Кроме того стальные отливы прослужат вам намного дольше тех же пластиковых, т.к. не боятся механического воздействия.
Оконные отливы – конструкция.
Конструкция оконного отлива достаточно проста:
Крепежные элементы
Отлив, выполненный из листа оцинкованной жести, формованный согласно габаритам окна.
Для выносных отливов может использоваться опорный кронштейн – объемный фрагмент из металла углубляемый в оконный проем. Кронштейн необходим если не предусмотрено пространство в котором можно «утопить» отлив или длина оконного отлива превышает 1300 мм., как часто бывает при установке отливов для балконов и лоджий.
Установка опорного кронштейна в данном случае позволит:
Сделать конструкцию более жесткой, устойчивой
Установка отливов может быть установлена консольно – без наличия наружных выступов на окне.
Отлив укреплен, в случае силового воздействия отлив выдержит большую нагрузку без деформации.
При установке кронштейна снижается шумность отлива во время дождя.
Цветные отливы для окон.
Отливы на окна стальные оцинкованныеПоскольку наша компания занимается изготовлением и установкой отливов для окон, мы можем предложить вам широчайшую цветовую гамму – окрашенная оцинкованная сталь выпускается в сотне вариантов. Основные цвета, такие как коричневый (кирпичный), серый, белый есть в наличии всегда, сложные оттенки можно заказать – срок доставки очень небольшой. Поэтому, делая заказ на отлив очень просто подобрать элементы под цвет кровли или оконных конструкций, для того чтобы они не выделялись.
Поэтому, делая заказ на отлив очень просто подобрать элементы под цвет кровли или оконных конструкций, для того чтобы они не выделялись.
Цена на оконные отливы в Оренбурге.
ООО «Жестянщик» предлагает оконные отливы очень выгодной цене в Оренбурге – от 70 р./погонный метр. При этом стоимость не идет во вред качеству. Низкая стоимость обусловлена большим производственным оборотом нашей компании, объемы закупок материалов которые мы делаем вследствие большого количества заказов, позволяют нам покупать материалы для изготовления у поставщика дешевле, чем это могут делать другие компании, именно поэтому мы можем предложить вам более выгодные цены.
ООО «Жестянщик» занимается изготовлением металлических оконных отливов в Оренбурге. Большое разнообразие цветов окрашенного металлического листа позволит нам подобрать для вашего окна отлив точно в тон. Заказать металлические отливы для вашего дома или задать вопрос о цене вы можете по телефону: +7 (3532) 60-12-55.
Изготовление оконных отливов, газовых дымоходов, водосточной системы и других изделий из оцинкованной стали
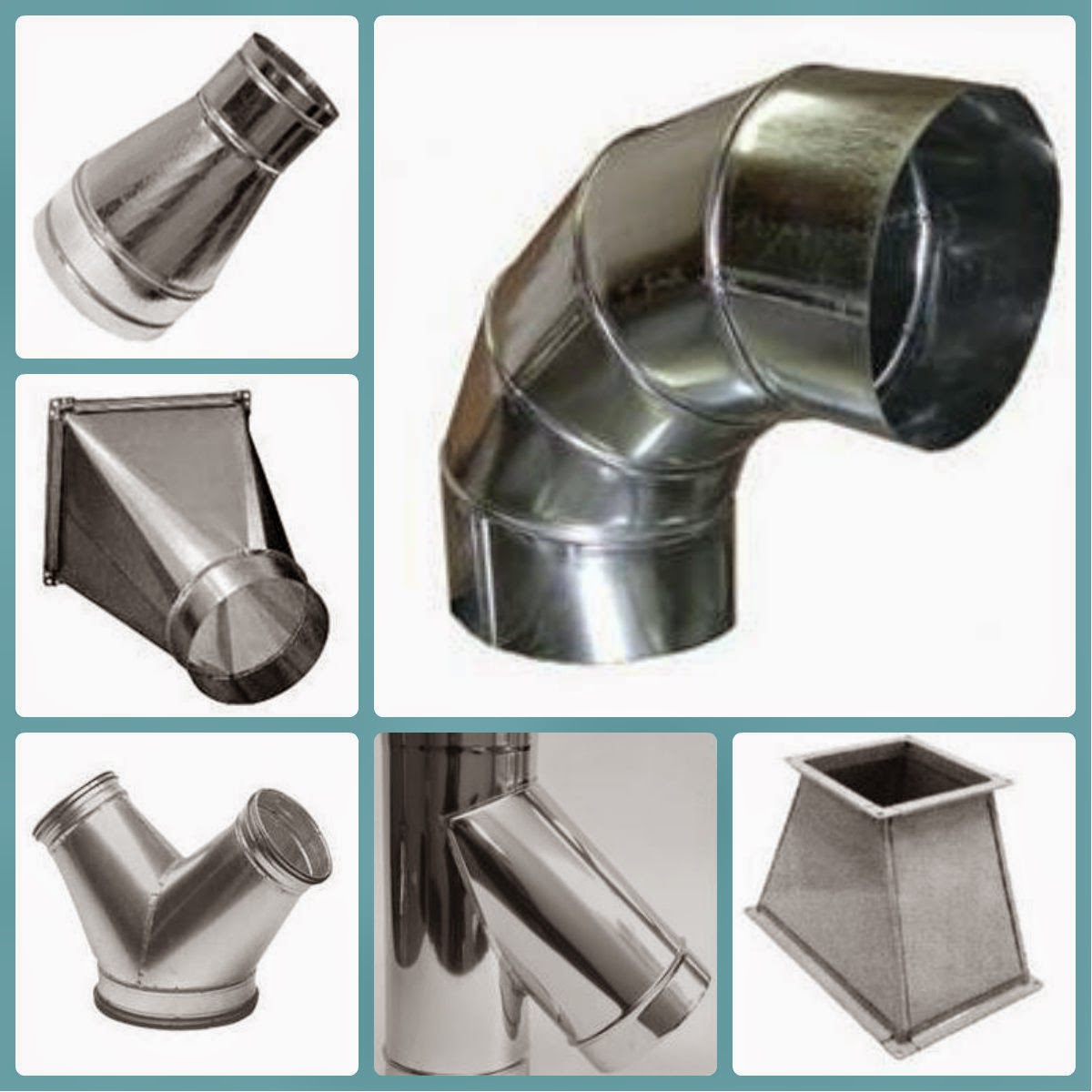
ТОО «АтырауПромВентиляция» изготавливает
- оконные отливы,
- газовые дымоходы,
- водосточную систему
- и другие изделия из оцинкованной стали
и с полимерным покрытием различных цветов RAL по размерам Заказчика в кратчайшие сроки.
Изготовление оконных отливов
Наша компания изготовит оконные отливы по вашим размерам в кратчайшие сроки (максимальный срок 1 день). Материал – как оцинкованная сталь, так и сталь с полимерным покрытием различных цветов RAL. Вниманию производителей и монтажников пластиковых и деревянных окон — с корпоративными клиентами мы работаем по договорам по специальным ценам со значительными скидками. Условия работы с корпоративными клиентами:
Расчет цены по фактическому размеру отлива;
Заказы исполняются по письменным заявкам;
Заявки можно отправлять по факсу или электронной почте;
Срок изготовления 1 день;
Оплата товара в конце каждого месяца по фактически отгруженному товару за месяц;
Отпуск товара по доверенности;
Ежедневная доставка товара.
Изготовление газовых дымоходов
Наша компания изготавливает дымоходы из оцинкованной стали для газовых котлов любых размеров в кратчайшие сроки. Изготовление производится по чертежам или рисункам Заказчика. Предусмотрены скидки для постоянных клиентов: монтажников газовых котлов и предпринимателей, торгующих строительными материалами.
Изготовление производится по чертежам или рисункам Заказчика. Предусмотрены скидки для постоянных клиентов: монтажников газовых котлов и предпринимателей, торгующих строительными материалами.
Изготовление водосточной системы
Наша компания изготавливает водосточные системы (с круглыми трубами разных диаметров) любых цветов и размеров. Наши менеджеры рассчитают водосточную систему под размер вашей крыши, что позволяет смонтировать водосточную систему по безотходной технологии. Также у нас в продаже имеются водосточные системы из пластика белого и коричневого цветов с круглыми и прямоугольными трубами.
Другие изделия из оцинкованной стали
Наша компания, обладая современным оборудованием и богатейшим опытом, имеет возможность изготовить любые изделия из оцинкованной стали по вашим размерам в кратчайшие сроки.
Вентиляция и дренаж | Американская ассоциация гальванизаторов
Дом »
Дизайн и изготовление »
Рекомендации по дизайну »
Вентиляция и дренаж
В процессе горячего цинкования сталь полностью покрывается антикоррозийным цинком, который образует стойкую к истиранию металлургическую связь с основной сталью. Чтобы гарантировать защиту всех внутренних и внешних поверхностей от коррозии, целые стальные конструкции опускаются и поднимаются в чистящие растворы, растворы флюсов и расплавленный металлический цинк. Чтобы облегчить внутреннюю и внешнюю очистку и нанесение покрытия, необходимо обеспечить отверстия в изделиях, подлежащих оцинковке. (Эти отверстия при необходимости можно закрыть после цинкования.)
Чтобы гарантировать защиту всех внутренних и внешних поверхностей от коррозии, целые стальные конструкции опускаются и поднимаются в чистящие растворы, растворы флюсов и расплавленный металлический цинк. Чтобы облегчить внутреннюю и внешнюю очистку и нанесение покрытия, необходимо обеспечить отверстия в изделиях, подлежащих оцинковке. (Эти отверстия при необходимости можно закрыть после цинкования.)
Основная причина наличия вентиляционных и дренажных отверстий заключается в том, чтобы позволить воздуху выходить изнутри и вокруг производства, что позволяет полностью погрузить его в чистящие растворы и расплавленный цинк, а излишки цинка и растворов стекают и выводятся из помещения. часть.
Вторая причина заключается в том, что если изделия, подлежащие оцинковке, не вентилируются должным образом, чистящие растворы или промывочные воды, попавшие на перекрывающиеся или соприкасающиеся поверхности, превращаются в пар. Возникающее в результате повышение давления (до 3600 фунтов на кв. Дюйм [25 МПа]) может привести к разрыву конструкции. Кроме того, скопившаяся влага, которая превращается в пар, может привести к образованию локализованных поверхностей без покрытия.
Дюйм [25 МПа]) может привести к разрыву конструкции. Кроме того, скопившаяся влага, которая превращается в пар, может привести к образованию локализованных поверхностей без покрытия.
Поскольку оцинкованные предметы погружаются и извлекаются из всех чистящих растворов и расплавленного цинка под углом, вентиляционные отверстия должны быть расположены в самой высокой точке, а сливные отверстия — в самой нижней точке, как это установлено во время процесса цинкования.
Дренаж
Для эффективного цинкования чистящие растворы и расплавленный цинк должны течь без чрезмерного сопротивления внутрь, поверх, сквозь и из готового изделия. Неспособность обеспечить этот свободный, беспрепятственный поток может привести к осложнениям как для гальванизатора, так и для заказчика. Неправильная конструкция дренажа приводит к плохому внешнему виду, появлению оголенных участков и чрезмерному накоплению цинка. Все это ненужно и дорого, и это еще один пример того, почему коммуникация на протяжении всего проекта является ключевой.
Несколько распространенных конструкций, в которых важен дренаж, — это косынки, ребра жесткости, концевые пластины и распорки. Следование этим передовым методам проектирования поможет обеспечить высочайшее качество покрытий:
- Там, где используются косынки, большие обрезанные углы обеспечивают свободный дренаж. Если обрезка косынок невозможна, отверстия диаметром не менее 1/2 (13 мм) должны быть размещены в пластинах как можно ближе к углам.
- Чтобы обеспечить беспрепятственный поток раствора, все ребра жесткости, косынки и распорки должны быть обрезаны минимум на 3/4 (19 мм).
- Обеспечьте отверстия диаметром не менее 1/2 (13 мм) в концевых плитах на прокатных стальных профилях, чтобы обеспечить доступ расплавленному цинку во время погружения в ванну для цинкования и дренаж во время извлечения.
- В качестве альтернативы, отверстия диаметром не менее 1/2 (13 мм) можно разместить в стенке в пределах 1/4 (6 мм) от торцевой пластины. Для облегчения дренажа в концевых плитах должны быть отверстия, расположенные как можно ближе к внутренним углам.
 Для облегчения дренажа в концевых плитах должны быть отверстия, расположенные как можно ближе к внутренним углам.
Для облегчения дренажа в концевых плитах должны быть отверстия, расположенные как можно ближе к внутренним углам.На следующих страницах представлена подробная информация о вентиляции и дренаже для конкретных продуктов:
Рекомендации по проектированию горячего цинкования
Рекомендации по проектированию горячего цинкования
Защита от коррозии от штата Мэн до Нью-Йорка (или по всему северо-востоку) начинается с чертежной доски. Независимо от того, какая система защиты от коррозии используется, ее необходимо учитывать при разработке продукта.
После того, как было принято решение об использовании горячего цинкования для защиты стали от коррозии, инженер-конструктор должен убедиться, что детали могут быть изготовлены соответствующим образом для высококачественного цинкования.
При проектировании компонентов для цинкования необходимо соблюдать определенные правила. Эти правила легко применяются, и в большинстве случаев это просто те правила, которые требует надлежащая практика для обеспечения максимальной защиты от коррозии. Принятие следующих методов проектирования обеспечит безопасность персонала, занимающегося цинкованием, снизит стоимость покрытия и обеспечит оптимальное качество цинкования.
Эти правила легко применяются, и в большинстве случаев это просто те правила, которые требует надлежащая практика для обеспечения максимальной защиты от коррозии. Принятие следующих методов проектирования обеспечит безопасность персонала, занимающегося цинкованием, снизит стоимость покрытия и обеспечит оптимальное качество цинкования.
Помните, находитесь ли вы в Мэне, Нью-Гэмпшире, Вермонте, Массачусетсе, Коннектикуте, Род-Айленде, Нью-Йорке или Канаде, следующие правила помогут вам достичь ваших вдохновляющих целей. Если на этих страницах нет ответа на вашу конкретную проблему или вопрос, пожалуйста, не стесняйтесь обращаться к Дункану и поговорить с одним из наших сертифицированных AGA Master Galvanizers.
Вернуться к списку
Лиасон между инженером-проектировщиком, изготовителем и производителем цинкования
Самым важным правилом является то, что проектировщик, производитель и цинкователь должны работать вместе до того, как продукт будет произведен.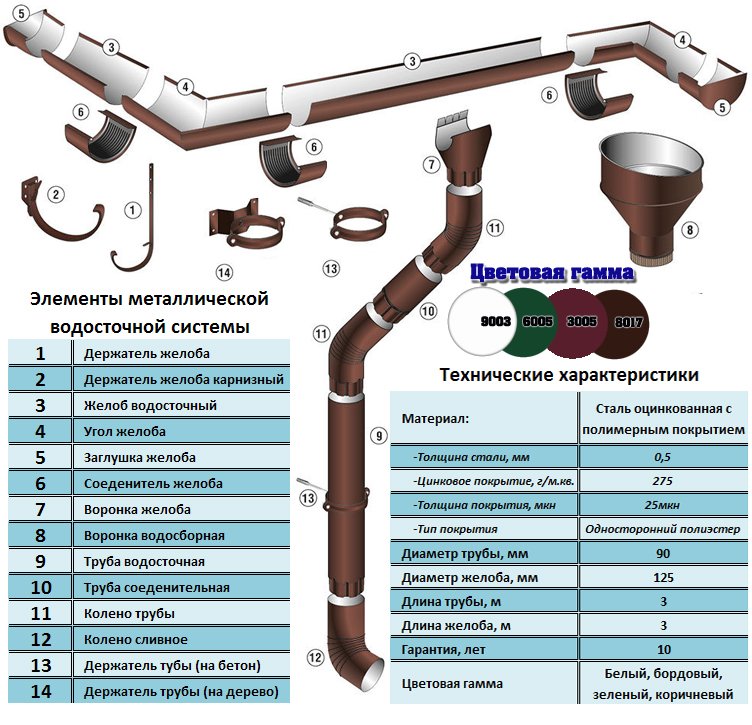 Такая трехсторонняя связь может устранить большинство проблем с цинкованием. Проектировщик сможет лучше понять требования к конструкции горячего цинкования, если будут понимать основные этапы процесса цинкования. Хотя процесс цинкования может варьироваться от цинкования к цинкованию, основные этапы проблем с цинкованием следующие:
Такая трехсторонняя связь может устранить большинство проблем с цинкованием. Проектировщик сможет лучше понять требования к конструкции горячего цинкования, если будут понимать основные этапы процесса цинкования. Хотя процесс цинкования может варьироваться от цинкования к цинкованию, основные этапы проблем с цинкованием следующие:
- Удаление грязи и жира: Горячий щелочной очиститель обычно используется для удаления масла, жира, заводского масла и растворимых красок. Однако это не удалит такие вещи, как эпоксидные смолы, винил, асфальт или сварочный шлак.Эти загрязнения должны быть удалены дробеструйной очисткой или другой механической очисткой, за которую обычно не отвечает оцинковщик.
- Травление: Кислотная ванна используется для удаления поверхностной ржавчины и прокатной окалины для получения химически чистой металлической поверхности. Многие гальваники предпочитают использовать соляную кислоту, так как она более экологична и не повлияет на поверхность стали, что возможно при использовании серной кислоты.
- Предварительный флюс: стальное изделие перед погружением в расплавленный цинк погружают в жидкий флюс (обычно раствор хлорида цинка и аммония) для удаления оксидов и предотвращения окисления.Используя процесс сушки в котле, цинкователь может исключить возможность включения или захвата флюса на оцинкованном стальном изделии. Процесс мокрого котла, когда сталь проходит через «слой флюса» поверх ванны для цинкования, может привести к прилипанию этих частиц к поверхности стали.
- Цинкование: Изделие погружают в расплав цинка при температуре примерно 850 ° F (455 ° C). Это приводит к образованию покрытия из цинка и сплава цинк-железо, которое металлургически связано со сталью.
- Отделка: после извлечения изделия из ванны для цинкования избыток цинка удаляется сливом, вибрацией или, для мелких предметов, центрифугированием. Затем оцинкованное изделие охлаждают на воздухе или закаливают в воде. Процесс закалки на воздухе, который занимает немного больше времени, чем метод закалки в воде, приведет к лучшей отделке поверхности, что является важным фактором для стали, подвергающейся архитектурной обработке.
- Контроль: Контроль толщины и состояния поверхности — заключительные этапы процесса цинкования.Доступна информация о процедурах проверки и критериях контроля качества.

Изделия из чугуна и стали, горячеоцинкованные после изготовления, могут иметь размер от небольших деталей оборудования, таких как болты и шайбы, до больших сварных стальных узлов или отливок весом в несколько тонн. Способность гальванизировать эти изделия можно улучшить, следуя методам проектирования, рекомендованным в этом руководстве, и проконсультировавшись с гальванизатором на этапе проектирования проекта.
Вернуться к списку
Материалы, подходящие для горячего цинкования
Большинство черных металлов подходят для горячего цинкования.Чугун, ковкий чугун, стальное литье, горячекатаная и холоднокатаная сталь — все они могут быть защищены горячим цинкованием. Профили из конструкционной стали, в том числе из высокопрочных низколегированных материалов, после изготовления подвергаются горячему цинкованию для получения долговечной защиты, обеспечиваемой цинковым покрытием.
Хотя большинство черных металлов можно оцинковать методом горячего цинкования, характеристики оцинкованного покрытия в первую очередь будут зависеть от химического состава материала.
В основе оцинкованного покрытия лежит реакция между сталью и расплавленным цинком, приводящая к образованию ряда слоев сплава цинк-железо, которые обычно покрыты слоем затвердевшего цинка. Для большинства горячекатаных сталей доля покрытия из сплава цинка с железом составляет от 50 до 70 процентов от общей толщины покрытия.
Состав стали различается в зависимости от прочности и требований к эксплуатации. Основные элементы стали, такие как кремнийуглерод, влияют на необходимые методы цинкования, а также на структуру и внешний вид оцинкованного покрытия.Например, некоторые элементы, когда они присутствуют в стали, могут привести к покрытию, которое полностью или почти полностью состоит из сплава цинка и железа.
Хотя описание механизма, вызывающего этот тип покрытия, выходит за рамки данного руководства, описание характеристик покрытия из сплава цинк-железо полностью или почти полностью приведено ниже:
Visual — Визуально покрытие из сплава цинк-железо может иметь матово-серый цвет из-за отсутствия слоя свободного цинка. Это слой свободного цинка, который придает типичный блеск оцинкованному покрытию.
Это слой свободного цинка, который придает типичный блеск оцинкованному покрытию.
Адгезия — Покрытие, которое полностью или почти полностью состоит из сплава цинка и железа, может иметь более низкую адгезию по сравнению с «типичным» оцинкованным покрытием. Этот тип покрытия имеет тенденцию быть толще, чем «обычное» оцинкованное покрытие. По мере увеличения толщины этого типа может наблюдаться снижение адгезии.
Коррозионная стойкость — В общем, гальванические покрытия требуют большей коррозионной стойкости, чем внешнего вида. Таким образом, основной интерес проектировщика вызывает относительная коррозионная стойкость двух типов покрытий.Изготовители и потребители должны знать, что, хотя может появиться серый или матовый вид, этот матовый вид не снижает долговременную защиту стали от атмосферной коррозии. Для всех практических целей коррозионная стойкость этих покрытий, мил на мил, одинакова.
Трудно дать проектировщику точные инструкции в области монтажа стальных конструкций без определения всех марок стали, имеющихся в продаже.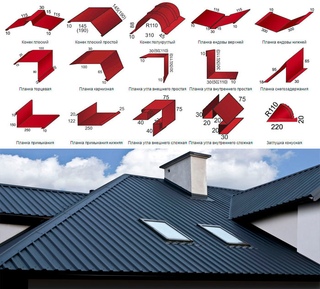 Однако приведенные ниже рекомендации обычно приводят к выбору сталей с хорошими характеристиками цинкования:
Однако приведенные ниже рекомендации обычно приводят к выбору сталей с хорошими характеристиками цинкования:
- Обычная углеродистая конструкционная сталь в большинстве случаев подвергается цинкованию с нанесением типичного покрытия.Однако известно, что уровни углерода менее 0,25%, фосфора менее 0,05% или марганца менее 1,35% являются полезными.
- Желателен кремний с содержанием менее 0,04% или от 0,15% до 0,25%.
Кремний может присутствовать во многих обычно оцинкованных сталях, даже если он не входит в контролируемый состав сталей. Это происходит в первую очередь из-за того, что кремний используется в процессе раскисления стали и обычно содержится в стали для непрерывной разливки.Стали с более высоким содержанием кремния могут иметь яркие блестящие участки, смежные с серыми матовыми участками, из-за распределения кремния. Общепризнанным методом борьбы с воздействием высококремнистой стали является добавление в ванну цинка следовых количеств никеля, обычно от 0,05 до 0,09%.
Оцинковщик всегда должен быть проинформирован о выбранной марке стали, чтобы он мог определить, потребуются ли специальные методы цинкования.
Вернуться к списку
Комбинирование различных материалов и / или поверхностей
Оптимальное качество цинкования редко достигается при сочетании различных условий поверхности, различных методов производства или черных металлов с различным химическим составом.
Это связано с тем, что для травления требуются различные параметры (концентрация раствора, температура, время погружения) для:
- чрезмерная ржавчина на поверхности
- Поверхности с изъедами
- обработанные поверхности
- чугун (особенно с включениями песка)
- стальное литье
- ковкий чугун
- Сталь горячекатаная
- Сталь холоднокатаная
- , содержащая больше обычного углерода, фосфора, марганца и кремния.
- По возможности следует избегать использования старой и новой стали или отливок и стального проката в одной сборке. Если сборки из чугуна, литой стали, ковкого чугуна и прокатной стали неизбежны, вся сборка должна быть тщательно дробеструйной или пескоструйной перед травлением, чтобы получить оцинкованное покрытие приемлемого качества.
Сталь
 Если сборки из чугуна, литой стали, ковкого чугуна и прокатной стали неизбежны, вся сборка должна быть тщательно дробеструйной или пескоструйной перед травлением, чтобы получить оцинкованное покрытие приемлемого качества.
Если сборки из чугуна, литой стали, ковкого чугуна и прокатной стали неизбежны, вся сборка должна быть тщательно дробеструйной или пескоструйной перед травлением, чтобы получить оцинкованное покрытие приемлемого качества.Сильно заржавевшие, ржавые или кованые стали не следует использовать в сочетании с новыми или обработанными поверхностями, поскольку разница в требуемом времени травления может вызвать чрезмерное травление обработанных поверхностей.Если такое сочетание неизбежно, абразивно-струйная очистка узла (обычно перед выполнением какой-либо механической обработки) удалит прокатную окалину, примеси и неметаллические частицы перед травлением. Продукты, содержащие различные черные металлы, затем протравливаются до более однородного материала, обеспечивая оптимальное гальваническое покрытие.
Пропуск струйной очистки сборок из смешанных материалов приведет к комбинированному недо- и избыточному травлению различных поверхностей. Это упущение может отрицательно сказаться на качестве оцинкованного покрытия.
По возможности, описанные материалы должны быть оцинкованы отдельно и собраны после цинкования. Всякий раз, когда стали с разным химическим составом или с разной обработкой поверхности стали соединяться в сборку, гальваническое покрытие обычно не имеет однородного внешнего вида. Однако на защиту от коррозии, обеспечиваемую оцинкованным покрытием, не влияют изменения цвета и текстуры покрытия.
При использовании абразивно-струйной очистки для подготовки поверхности к цинкованию будет получено покрытие, более толстое, чем обычное оцинкованное покрытие.Абразивная очистка делает поверхность шероховатой и увеличивает ее площадь. В результате повышается реакционная способность расплавленного цинка. Более сильный рост сплава цинка с железом происходит во время цинкования стали, подвергнутой пескоструйной очистке, что дает более толстое покрытие за счет умеренно более шероховатой поверхности. Эти более толстые покрытия иногда будут иметь темно-серый цвет, потому что слои сплава могут доходить до внешней поверхности.
Комбинации сталей разного состава могут привести к разному составу, что может привести к разной толщине покрытия и внешнему виду поверхности.Это не обязательно наносит ущерб определенным применениям, но проектировщик и изготовитель должны учитывать это и на стадии планирования проконсультироваться с гальванизатором.
Вернуться к списку
Процедуры сварки и удаление флюса
При оцинковании свариваемых деталей как чистота зоны сварки после сварки, так и металлический состав самого сварного шва влияют на качество цинкования и внешний вид сварного шва.
Подробные сведения о методах сварки можно лучше всего получить в Американском обществе сварщиков или у поставщика сварочного оборудования, но некоторые сварочные процессы и методы оказались наиболее подходящими для оцинкованных изделий.Это:
- 1. При сварке по возможности следует использовать электрод без покрытия, чтобы предотвратить отложение флюса.
- Если используется электрод с покрытием, все остатки сварочного флюса необходимо удалить проволочной щеткой, пламенной очисткой, скалыванием, шлифованием, пневматическим игольчатым пистолетом или абразивно-струйной очисткой. Остатки сварочного флюса химически инертны в обычных травильных растворах, используемых на гальванизаторах; их наличие приведет к грубому и неполному покрытию цинком. Удаление остатков флюса обычно является обязанностью изготовителя, если не были приняты другие меры.
- По возможности рекомендуется сварочный процесс с использованием инертного газа (MIG), вольфрамового инертного газа (TIG) или дуги в защитной среде CO 2, поскольку они практически не образуют шлака.
- В случае тяжелых сварных деталей рекомендуется метод сварки под флюсом.
- Если ничего из этого не доступно, выберите стержень с покрытием, специально разработанный для «самошлакирования», как рекомендовано поставщиками сварочного оборудования.
- Выберите сварочный стержень, обеспечивающий наплавленный состав сварного шва, максимально приближенный к основному металлу.Это поможет предотвратить дифференциальное воздействие кислоты между зоной сварного шва и основным металлом во время кислотной очистки.
- Сварочные стержни с высоким содержанием кремния могут привести к образованию чрезмерно толстого и / или потемневшего покрытия в зоне сварки.
 Остатки сварочного флюса химически инертны в обычных травильных растворах, используемых на гальванизаторах; их наличие приведет к грубому и неполному покрытию цинком. Удаление остатков флюса обычно является обязанностью изготовителя, если не были приняты другие меры.
Остатки сварочного флюса химически инертны в обычных травильных растворах, используемых на гальванизаторах; их наличие приведет к грубому и неполному покрытию цинком. Удаление остатков флюса обычно является обязанностью изготовителя, если не были приняты другие меры.
Оцинкованные материалы легко и качественно свариваются всеми распространенными методами сварки. Дополнительную информацию можно найти в разделе Сварка стали с цинковым покрытием. *
Вернуться к списку
Механические свойства оцинкованной стали
Процесс горячего цинкования не вызывает значительных изменений механических свойств конструкционной стали, обычно оцинкованной во всем мире.
Механические свойства 19 конструкционных сталей из основных индустриальных стран мира были проанализированы до и после цинкования в рамках крупного 4-летнего исследовательского проекта Центра технологий металлов BNF, Великобритания, при спонсорской поддержке Международной организации исследований свинца в цинке. Включены стали, соответствующие стандартным спецификациям ASTM A36 и A572 Grade 60 и спецификациям Канадской ассоциации стандартов (CSA) G40. 8 и G40.12.
8 и G40.12.
В отчете BNF «Цинкование конструкционных сталей и их сварных конструкций» (ILZRO, 1975) делается вывод о том, что процесс цинкования не влияет на свойства при растяжении, изгибе или ударе любой из исследованных конструкционных сталей, когда они оцинковываются в Состояние при изготовлении.”
Многие конструкции и детали изготавливаются с использованием холоднокатаной стали или методов холодной обработки. В некоторых случаях тяжелая холодная обработка может привести к тому, что сталь станет хрупкой из-за деформации. В то время как холодная обработка увеличивает вероятность охрупчивания под действием деформации, охрупчивание может не проявиться до тех пор, пока работа не будет оцинкована. Это происходит потому, что старение происходит относительно медленно при температуре окружающей среды, но быстрее при повышенной температуре ванны для цинкования.
Любые формы холодной обработки снижают пластичность стали.Такие операции, как пробивка отверстий, надрез, изготовление филей малого радиуса, резка и резкая гибка могут привести к охрупчиванию из-за деформации чувствительных сталей.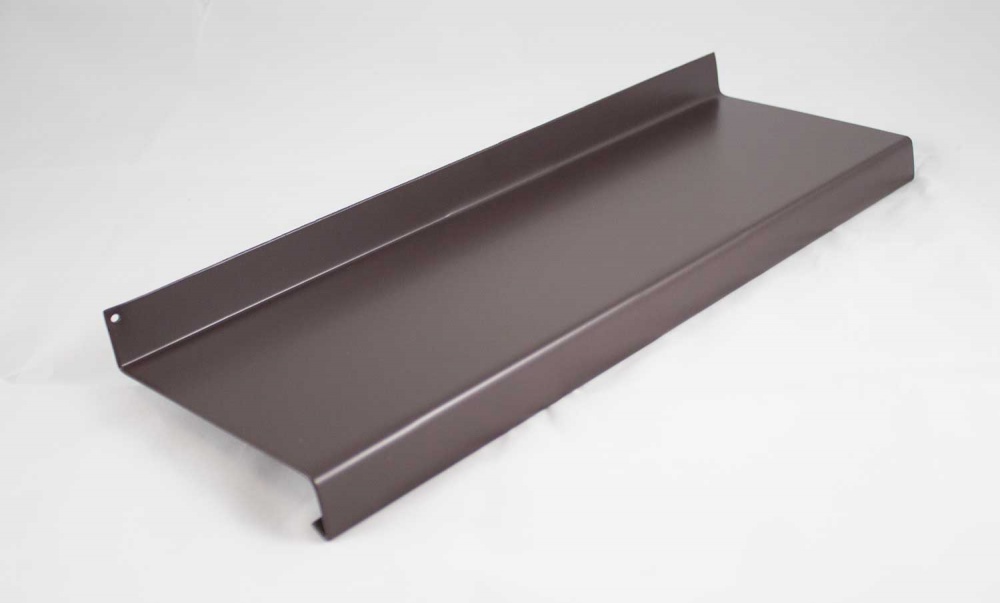
Холоднодеформированные стали толщиной менее 1/8 дюйма (3,18 мм), которые затем подвергаются гальванизации, вряд ли будут подвержены эруптивному хрупкости под действием деформации.
Поскольку холодная обработка является сильнейшим фактором, способствующим охрупчиванию оцинкованной стали, рекомендуется принять следующие меры предосторожности, чтобы снизить вероятность охрупчивания из-за деформации, когда необходима холодная обработка:
- Выберите сталь с содержанием углерода ниже 0.25%.
- Выбирайте сталь с низкими температурами перехода, поскольку холодная обработка повышает температуры перехода из пластичного в хрупкое состояние, а цинкование (нагрев) может еще больше повысить их.
- Чувствительность к коррозионному охрупчиванию обычно не представляет серьезной проблемы для сталей с расщепленным алюминием.
- Для сталей с содержанием углерода от 0,1% до 0,25% следует поддерживать радиус изгиба, по крайней мере, в три раза превышающий толщину сечения (3t). Если неизбежен изгиб менее 3t, материал следует снять напряжение при температуре 1100 ° F (595 ° C) в течение одного часа на дюйм (25.4 мм) толщины сечения.
- Следует избегать зарезов, поскольку они повышают напряжение. Во время резки или штамповки могут появиться зазубрины. Газовая резка или распиловка предпочтительнее, особенно для тяжелых профилей.
- Просверлите, а не пробейте отверстия в материале толщиной более 3/4 дюйма (19,05 мм). Если пробиты отверстия, они должны быть пробиты меньшего размера, а затем развернуты еще на 1/8 дюйма (3,18 мм) в целом или просверлены до нужного размера. Формы толщиной от 1/4 до 3/4 дюйма не подвергаются серьезному воздействию холодной штамповки, если штамповка выполняется в соответствии с надлежащей производственной практикой.
Малые формы толщиной до 1/4 дюйма (6,5 мм), прошедшие холодную штамповку, не нуждаются в операциях по снятию напряжений перед цинкованием. - Кромки стальных профилей толщиной более 5/8 дюйма (15,88 мм), подверженные растягивающим нагрузкам, следует подвергнуть механической обработке или резке. Кромки профиля толщиной до 5/8 дюйма (15,88 мм) можно обрезать ножницей.
- В критических случаях сталь должна подвергаться горячей обработке при температуре выше 1200 ° F (650 ° C) в соответствии с рекомендациями производителя стали.Если невозможно избежать холодной обработки, снимите напряжение, как рекомендовано в пункте d выше.
 Если неизбежен изгиб менее 3t, материал следует снять напряжение при температуре 1100 ° F (595 ° C) в течение одного часа на дюйм (25.4 мм) толщины сечения.
Если неизбежен изгиб менее 3t, материал следует снять напряжение при температуре 1100 ° F (595 ° C) в течение одного часа на дюйм (25.4 мм) толщины сечения.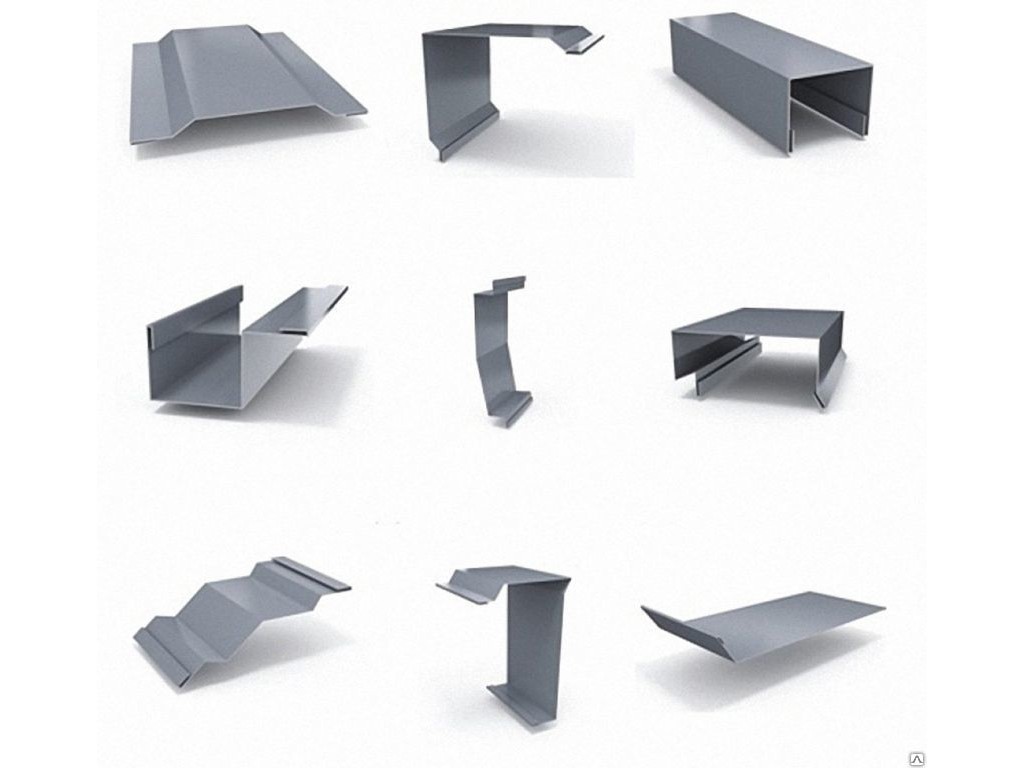 Кромки профиля толщиной до 5/8 дюйма (15,88 мм) можно обрезать ножницей.
Кромки профиля толщиной до 5/8 дюйма (15,88 мм) можно обрезать ножницей.Рекомендуемая практика ASTM Al 43, «Защита от охрупчивания изделий из конструкционной стали, оцинкованной горячим погружением, и процедура обнаружения охрупчивания» и Спецификация CSA Gi 64, «Цинкование изделий неправильной формы», содержат рекомендации по холодной обработке чувствительной стали лучше избегать, если это вообще возможно.
Если есть опасения по поводу возможной потери пластичности из-за возрастной хрупкости, гальванизатор должен быть предупрежден.Образец холодногнутых изделий должен быть оцинкован и испытан перед дальнейшей фиксацией.
Водородное охрупчивание
Водородное охрупчивание — это изменение от пластичного к хрупкому, которое происходит в некоторых высокопрочных сталях. Водород, выделяющийся во время травления, может вызвать это охрупчивание. Этот водород может абсорбироваться сталью во время кислотного травления, но при температурах цинкования он обычно удаляется из стали.
Водород, выделяющийся во время травления, может вызвать это охрупчивание. Этот водород может абсорбироваться сталью во время кислотного травления, но при температурах цинкования он обычно удаляется из стали.
Водородное охрупчивание не является обычным явлением, но следует принять меры предосторожности, особенно если рассматриваемая сталь имеет предел прочности на растяжение, превышающий приблизительно 150 000 фунтов на квадратный дюйм.Если необходимо обрабатывать высокопрочные стали, рекомендуется пескоструйная очистка вместо кислотного травления, чтобы свести к минимуму вероятность водородного охрупчивания.
Вернуться к списку
Размер и форма
С увеличением размера и мощности установок для цинкования теперь существуют средства для цинкования компонентов, охватывающие значительный диапазон размеров и форм.
Чайник для цинкования
Дункана имеет размеры 42 фута в длину, 7 футов в глубину и 5 футов 2 дюйма в ширину.Практически любой компонент можно оцинковать, спроектировав и изготовив модули, подходящие для имеющегося оборудования для цинкования. Тем не менее, разумно уточнить ограничения по размеру котла на вашем гальванизаторе на ранней стадии.
Тем не менее, разумно уточнить ограничения по размеру котла на вашем гальванизаторе на ранней стадии.
Крупногабаритные конструкции оцинковываются путем модульного или частичного проектирования. Затем они собираются заводской сваркой или болтовым креплением на месте после цинкования. Методы модульного проектирования часто позволяют сэкономить на производстве и сборке, поскольку они упрощают погрузочно-разгрузочные работы и транспортировку.
Когда предмет слишком велик для полного погружения в расплавленный цинк самого большого из имеющихся котлов для цинкования, но более половины предмета помещается в котел, один конец может быть погружен и вынут, а затем другой конец может быть оцинкован . Это называется процессом двойного погружения. ВСЕГДА КОНСУЛЬТИРУЙТЕСЬ С ВАШИМ ГАЛЬВАНИЗАТОРОМ ПЕРЕД ПЛАНИРОВАНИЕМ ИСПОЛЬЗОВАНИЯ ДВОЙНОГО ГАЛЬВАНИЗАТОРА.
Большие цилиндрические предметы могут быть оцинкованы постепенным погружением. Эту процедуру можно использовать, когда ширина изделия превышает ширину чайника. Изделие оцинковывают, используя серию погружений или раскатывая изделие в расплавленном цинке чайника.
Изделие оцинковывают, используя серию погружений или раскатывая изделие в расплавленном цинке чайника.
Проектировщик должен учитывать методы обращения с материалами, используемые на заводах по цинкованию. Использование подъемников и кранов — обычное дело. Большие узлы обычно поддерживаются цепными стропами или подъемными приспособлениями, если они предусмотрены. Для одновременного цинкования большого количества одинаковых изделий часто используются специальные приспособления и стойки.
Если эстетика важна, обеспечьте подъемные приспособления для гальванизатора.Поскольку весь материал погружается в котел для цинкования с потолка, для поддержки материала будут использоваться цепи, проволока или другие удерживающие устройства, если не предусмотрены специальные подъемные приспособления. Цепи и проволока обычно оставляют след на оцинкованном изделии. Этот знак не обязательно наносит ущерб покрытию, но может повлиять на желаемый эстетический вид.
Для больших секций труб, резервуаров с открытым верхом и аналогичных конструкций может потребоваться добавление поперечных распорок для сохранения их формы во время погрузочно-разгрузочных работ.
Хотя «размер» обычно вызывает ассоциации с крупными предметами, меньшие предметы также заслуживают внимания. В процессе цинкования можно обрабатывать мелкие предметы на стеллаже. Детали длиной менее 15 дюймов (38,1 см) часто оцинковывают в перфорированных корзинах. Затем корзину центрифугируют, чтобы удалить излишки цинка с кусков и получить более гладкое покрытие. Крепежные элементы, небольшие скобы и зажимы типичны для работы в корзинах.
Большой вес изделий может быть фактором цинкования — в основном из-за обработки, необходимой для перемещения предметов шаг за шагом.Таким образом, следует определить грузоподъемность вашего гальванизатора, если это может быть фактором в ваших конструктивных соображениях.
Вернуться к списку
Обеспечение надлежащего дренажа
Для эффективного цинкования чистящие растворы и расплавленный цинк должны течь внутрь, над, насквозь и выходить из готового изделия без чрезмерного сопротивления.
Неспособность обеспечить этот свободный, беспрепятственный поток — частая причина проблем как для гальванизатора, так и для заказчика. Неправильная конструкция дренажа приводит к плохому внешнему виду гальваники и чрезмерному накоплению цинка, что является ненужным и дорогостоящим.
Неправильная конструкция дренажа приводит к плохому внешнему виду гальваники и чрезмерному накоплению цинка, что является ненужным и дорогостоящим.
Чтобы обеспечить беспрепятственный поток раствора, все ребра жесткости, косынки и распорки должны быть обрезаны минимум на 3/4 дюйма (19,05 мм).
Обеспечьте отверстия диаметром не менее 1/2 дюйма (13 мм) в концевых пластинах катаных стальных профилей, чтобы обеспечить доступ расплавленного цинка в ванну для цинкования и дренаж во время извлечения. В качестве альтернативы отверстия диаметром не менее 1/2 дюйма (13 мм) могут быть расположены в стенке в пределах 1/4 дюйма (6 мм) от торцевой пластины.
Вернуться к списку
Изделия закрытого и полузакрытого типа
Резервуары и закрытые сосуды должны быть спроектированы так, чтобы позволять кислотным чистящим растворам, флюсам и расплавленному цинку проникать и вытекать вверх через замкнутое пространство и выходить через отверстие в самой высокой точке.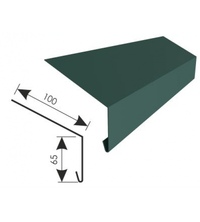 Это предотвращает захват воздуха при погружении изделия. Конструкция также должна предусматривать полный дренаж как внутренних, так и внешних деталей во время вывода.
Это предотвращает захват воздуха при погружении изделия. Конструкция также должна предусматривать полный дренаж как внутренних, так и внешних деталей во время вывода.
Если необходимо оцинковать как внутреннюю, так и внешнюю поверхности, необходимо предусмотреть по крайней мере одно заливное и сливное отверстие и вентиляционное отверстие.Отверстие для заполнения должно быть настолько большим, насколько позволяет конструкция, но не менее 3 дюймов в диаметре на каждый кубический ярд (или 10 см в диаметре на каждый 1,0 кубический метр) объема с минимальным диаметром 2 дюйма (50 мм). По диагонали напротив заливного отверстия должно быть предусмотрено вентиляционное отверстие, по крайней мере, такого же размера. Это позволяет воздуху выходить и облегчает слив.
В резервуарах внутренние перегородки должны быть обрезаны на дне или снабжены подходящими дренажными отверстиями, чтобы обеспечить свободное течение расплавленного цинка.Люки, люки, бобышки и отверстия должны быть обработаны заподлицо, чтобы предотвратить улавливание излишков цинка.
Отверстия должны быть размещены так, чтобы флюс на емкости мог плавать на поверхности ванны. Они также предотвратят образование воздушных карманов, которые не позволят кислотной ванне полностью очистить внутреннюю часть сосуда.
Диаметр отверстия должен составлять не менее 1 дюйма на фут (83,3 мм на метр) диаметра резервуара. Минимально допустимый диаметр отверстия составляет 2 дюйма (50 мм).Цистерны диаметром более 48 дюймов (1,22 метра) должны иметь люк на одном конце и все шесть отверстий.
Такие изделия, как резервуары и ресиверы воздуха, которые должны быть оцинкованы только снаружи, должны иметь трубки для подводного плавания или удлиненные вентиляционные трубы. Эти отверстия обеспечивают выход воздуха из емкости выше уровня расплавленного цинка в котле для цинкования. Перед использованием этой временной арматуры следует проконсультироваться с гальванизатором.
Всегда разумно, чтобы оцинковщик просматривал чертежи закрытых или частично закрытых емкостей перед их изготовлением. Он может сообщить вам о любых изменениях, которые сделают ваш продукт лучше. Если изменение необходимо для облегчения цинкования, наименее затратное время для внесения изменений — до изготовления.
Он может сообщить вам о любых изменениях, которые сделают ваш продукт лучше. Если изменение необходимо для облегчения цинкования, наименее затратное время для внесения изменений — до изготовления.
Вернуться к списку
Трубчатые и полые изделия
Трубные узлы, такие как поручни, колонны из труб, балки из труб, столбы уличных фонарей, опоры для передачи, фермы для труб и мосты для знаков, обычно оцинковываются.
Очистка.
Как и вся сталь, подлежащая гальванизации, трубы и другие полые материалы должны быть тщательно очищены до того, как расплавленный цинк сплавится со сталью для получения гальванического покрытия.Труба обычно вызывает две особые проблемы с очисткой:
- «Покрытие прокатного стана» (лак, лак и аналогичные материалы), нанесенное производителем, требует дополнительных затрат на удаление на заводе цинкования. Кроме того, некоторые составы, как иностранные, так и отечественные, чрезвычайно трудно удалить обычными чистящими растворами; может потребоваться взрывная работа. Удаление этого покрытия на заводе по цинкованию можно избежать, заказав у поставщика трубы без покрытия, за которые обычно не взимается дополнительная плата.
- Сварка труб с фрезерным покрытием вызывает ожоги и карбонизацию лака в окружающих отапливаемых участках. Эта «сажа» должна быть удалена струйной очисткой или другими механическими средствами. Обгоревшее покрытие может быть удалено при струйной очистке для удаления сварочного флюса, но если сварка проводилась непокрытым стержнем, любая струйная очистка или другая ручная очистка дороги и крайне непрактичны.
 Удаление этого покрытия на заводе по цинкованию можно избежать, заказав у поставщика трубы без покрытия, за которые обычно не взимается дополнительная плата.
Удаление этого покрытия на заводе по цинкованию можно избежать, заказав у поставщика трубы без покрытия, за которые обычно не взимается дополнительная плата. Вентиляция.
Вентиляция трубчатых конструкций и полых конструкций является обязательной.
Любая травильная кислота или промывочная вода, которая может попасть в глухое или закрытое соединение, будет преобразована в перегретый пар и может развивать давление до 3800 фунтов на квадратный дюйм при погружении в расплавленный цинк при температуре 850 ° F (455 ° C). Это серьезная потенциальная опасность для гальванического оборудования и персонала.
Поскольку надлежащее цинкование требует, чтобы внутренняя и внешняя части были полностью очищены и покрыты цинком, воздух и пенистые флюсы должны течь вверх и полностью наружу; Чистящие растворы и расплавленный цинк должны стекать внутрь и полностью намочить поверхности.
Проще говоря, конструкция должна опускаться в раствор, не задерживая воздух. Он должен быть поднят из раствора, не задерживая какой-либо раствор. Следовательно, в узлах должны быть предусмотрены широкие проходы, которые позволяют входить и выходить потоки.
Поскольку оцинкованные элементы погружаются и извлекаются под углом, вентиляционные отверстия должны быть расположены в самой высокой точке, а дренажные отверстия — в самой нижней точке каждого элемента.
Все секции сборных трубопроводов должны быть соединены между собой полностью открытым тройником или угловыми соединениями.Каждая закрытая секция должна иметь вентиляционные отверстия на каждом конце.
Большинство гальванизаторов предпочитают визуально определять вентиляцию снаружи при получении сборки. Это необходимо для проверки адекватности вентиляции, а также для того, чтобы убедиться, что она не была пропущена по ошибке. Некоторые гальванические предприятия могут колебаться при обработке сложных трубных узлов (например, перил), если все вентиляционные отверстия не видны снаружи и не доступны для осмотра.
Это необходимо для проверки адекватности вентиляции, а также для того, чтобы убедиться, что она не была пропущена по ошибке. Некоторые гальванические предприятия могут колебаться при обработке сложных трубных узлов (например, перил), если все вентиляционные отверстия не видны снаружи и не доступны для осмотра.
Опорные и концевые пластины должны быть спроектированы таким образом, чтобы облегчить вентиляцию и дренаж.Полное разрезание пластины обеспечивает минимальное препятствие для полного свободного потока в трубу и из нее. Поскольку это не всегда возможно, использование вентиляционных отверстий в пластине часто является решением.
Вентиляционные отверстия можно закрыть заглушками привода или заглушками, установленными после цинкования. Для этого часто используются свинцовые гири грушевидной формы. Их можно легко забить и отпилить заподлицо с окружающими поверхностями.
Рекомендуется полностью погрузить трубчатые конструкции в котел для цинкования за один раз. Это может быть трудно обнаружить во время осмотра из-за размера и формы предмета.
Это может быть трудно обнаружить во время осмотра из-за размера и формы предмета.
Допускаются различные методы создания вентиляционных отверстий, но при необходимости следует помнить о последующей закупорке этих отверстий.
Внутренние косынки и концевые фланцы также должны иметь вентиляционные и дренажные отверстия. В полых круговых формах они должны быть расположены диаметрально противоположно друг другу на противоположных концах элемента.
В прямоугольных полых формах четыре угла внутренних косынок должны быть обрезаны.Внутренние косынки во всех больших полых секциях должны иметь дополнительное отверстие в центре. Там, где есть фланцы или торцевые пластины, более экономично размещать отверстия во фланцах или пластинах, а не в секции.
Поручень.
- Вентиляционные отверстия должны располагаться как можно ближе к сварному шву и иметь диаметр не менее 3/8 дюйма.
- Внутренние отверстия должны быть на всю длину. трубы для лучшего качества цинкования и наименьшей стоимости цинкования.
- Вентиляционные отверстия в концевых секциях аналогичных секций должны иметь диаметр 1/2 дюйма.
- Любое устройство, используемое для монтажа в полевых условиях, которое предотвращает полные отверстия на концах горизонтальных направляющих и вертикальных опор, должно быть оцинковано отдельно и прикреплено после цинкования.

Вентиляционные отверстия должны быть видны снаружи любого узла трубы.
Если полные внутренние отверстия (полный внутренний диаметр трубы) не включены в конструкцию поручня, должно произойти следующее:
- Каждое вентиляционное отверстие должно располагаться как можно ближе к сварным швам и составлять 25% l.D. трубы, но не менее 3/8 дюйма в диаметре.
- Вентиляционные отверстия в концевых или аналогичных секциях должны иметь диаметр 1/2 дюйма.
- Любое устройство, используемое для монтажа в полевых условиях, которое предотвращает полные отверстия на концах горизонтальных направляющих и вертикальных опор, должно быть оцинковано отдельно и прикреплено после цинкования.

Вентиляционные отверстия должны быть видны снаружи любого узла трубы.
Прямоугольная трубная ферма
Вертикальные разрезы
Каждый вертикальный элемент должен иметь два (2) отверстия вверху и внизу, на расстоянии 180 ° друг от друга на одной линии с горизонтальными элементами.Размер отверстий предпочтительно должен быть одинаковым, а общая площадь двух отверстий на обоих концах вертикалей должна составлять не менее 30% площади поперечного сечения.
Торцевые пластины — горизонтальные
- Самое желанное — полностью открытое.
- Если H + W = 24 дюйма или больше, площадь отверстий. Зажимы должны составлять 25% площади трубки (В + Ш).
Если H + W менее 24 дюймов до 16 дюймов включительно — 30%.
Если H + W меньше 16 дюймов до 8 дюймов включительно — используйте 40%.
Если высота + ширина меньше 8 дюймов — оставить открытым.
Трубная ферма 3 дюйма и больше
Вертикальные разрезы
Каждый вертикальный элемент должен иметь два (2) отверстия вверху и внизу, разнесенных на 180 ° на одной линии с горизонтальными элементами. Размер отверстий предпочтительно должен быть одинаковым, а общая площадь двух отверстий на обоих концах вертикалей должна составлять не менее 30% площади поперечного сечения.
Размер отверстий предпочтительно должен быть одинаковым, а общая площадь двух отверстий на обоих концах вертикалей должна составлять не менее 30% площади поперечного сечения.
Торцевые пластины — горизонтальные
- Самое желанное — полностью открытое «одинакового диаметра».’
- Равные заменители — отверстия должны составлять не менее 30% площади внутреннего диаметра.
Секции коробки
ВНУТРЕННИЕ ВСТАВКИ должны располагаться на расстоянии не менее 36 дюймов.
Секции коробки — В + Ш-24 дюйма или больше — площадь отверстия плюс зажимы должна составлять 25% площади поперечного сечения коробки (В + Ш).
Секции коробки — В + Ш менее 24 дюймов, но больше или равно 16 дюймов — используйте 30%.
Секции коробки — H + W меньше 16 дюймов, но больше или равно 8 дюймов — используйте 40%.
Секции бокса — В + Ш до 8 дюймов оставить полностью открытыми; без торцевой пластины или внутренних косынок.
Следующая таблица предназначена только для квадратных коробок. Для прямоугольных профилей рассчитайте требуемую площадь и уточните расположение проемов у гальванизатора.
| Размер коробки В + Ш | Отверстия A-DIM | Уголки с фиксаторами B-DIM |
| 48 дюймов | 8 ” | 6 дюймов |
| 36 дюймов | 6 дюймов | 5 ” |
| 32 ” | 6 дюймов | 4 дюйма |
| 28 ” | 6 дюймов | 3 дюйма |
| 24 дюйма | 5 ” | 3 дюйма |
| 20 дюймов | 4 дюйма | 3 дюйма |
| 16 дюймов | 4 дюйма | 2 ” |
| 12 дюймов | 3 дюйма | 2 ” |
Конический — сигнальный рычаг
А.Малый конец полностью открыт.
Полюс Тарелка Конец
- Самое желанное — полностью открытое.
- Допустимые альтернативы — полукруги или паз и круглое отверстие должны составлять 30% площади внутреннего диаметра. полюсного конца конического рычага для внутреннего диаметра 3 дюйма и более. Отверстие должно составлять 45% площади полюсного конца сужающегося плеча, если внутренний диаметр меньше 3 дюймов.
Трубные колонны, трубные фермы, столбы уличных фонарей и передающие столбы с опорными плитами и с заглушками или без них.
Расположение отверстий
- Наиболее желательно — полностью открыть «того же диаметра», что и верхняя и нижняя секции.
Размеры
Отверстия на каждом конце должны составлять не менее 30% внутреннего диаметра. площадь трубы для трубы 3 ”и более и 45% внутреннего диаметра. площадь для трубы 3 ”или меньше.
Ниже приведен пример размеров для секции диаметром 6 дюймов. Оставьте 30% площади л. для размеров отверстий на каждом конце.
для размеров отверстий на каждом конце.
# 2 Half Circle A — 1-3 / 4 ”R.
№ 3 Прорезь B = 3/4 дюйма — центральное отверстие C = диаметр 3 дюйма.
# 4 Полукруг D = 1-5 / 8 ”R.
Вернуться к списку
Минимизация искажений
Некоторые готовые сборки могут деформироваться при температуре цинкования в результате напряжений, возникающих во время производства стали и последующих операций изготовления.
Чтобы минимизировать искажения, инженеры-конструкторы должны соблюдать следующие рекомендации:
- По возможности используйте симметричные катаные профили вместо угловых или швеллерных рам.Двутавры предпочтительнее уголков или швеллеров.
- Используйте в сборке детали одинаковой или почти одинаковой толщины, особенно в местах соединений.
- Изогните элементы до максимально допустимого радиуса, чтобы минимизировать локальную концентрацию напряжений.
- Соберите элементы сборки точно так, чтобы не приходилось прикладывать к ним силу, пружинить или сгибать их в нужное положение во время соединения.
- Непрерывно сваривайте стыки, используя сбалансированные методы сварки, чтобы уменьшить неравномерные термические напряжения. Приемлемы шахматные методы сварки для получения непрерывного шва.При сварке в шахматном порядке материалов толщиной 1/8 дюйма (3,18 мм) или более легкого материала центры сварных швов должны быть ближе 4 дюймов (10,16 см).
- Избегайте конструкций, требующих двойного цинкования или прогрессивного цинкования. Предпочтительно строить сборки и подсборки в подходящих модулях, чтобы их можно было быстро и полностью погрузить в одно погружение. Таким образом, вся конструкция может равномерно расширяться и сжиматься. Если требуется двойное цинкование или прогрессивное цинкование, проконсультируйтесь с вашим оцинковщиком, если вы ожидаете больших различий в размере сечения.
- Проконсультируйтесь с вашим оцинковщиком относительно использования временных связей и / или усиления, чтобы минимизировать или предотвратить коробление и деформацию во время цинкования.


Рекомендации по минимизации деформации коробления приведены в Рекомендациях ASTM A384 «Защита от коробления и деформации во время горячего цинкования стальных сборок» и Спецификации CSA G164 «Горячее цинкование изделий неправильной формы».
Вернуться к списку
Перекрывающиеся и соприкасающиеся поверхности
При проектировании изделий, которые будут оцинкованы после изготовления, лучше избегать узких зазоров между пластинами, перекрывающихся поверхностей, а также стыковых углов и каналов.
Если невозможно избежать перекрытия или соприкосновения поверхностей, все края должны быть полностью загерметизированы сваркой. Это связано с тем, что вязкость цинка не позволяет ему проникать в пространство размером менее 3/32 дюйма (2,38 мм). Вступают менее вязкие травильные кислоты, но не цинк
Две другие проблемы, возникающие при плотном перекрытии поверхностей:
- Кислоты для травления, которые могут быть захвачены, превратятся в пар, когда деталь будет погружена в ванну для цинкования. «Выдув» этого пара может предотвратить прилипание цинка к участку, прилегающему к стыку внахлест.
- Соли травильной кислоты могут удерживаться в этих труднодоступных местах из-за невозможности надлежащей промывки. Оцинкованное покрытие может быть хорошего качества в прилегающей зоне, но влажность, встречающаяся спустя месяцы или даже недели, может смачивать эти кислотные соли. Это приведет к потеканию неприглядных пятен ржавчины на оцинкованном покрытии.
 «Выдув» этого пара может предотвратить прилипание цинка к участку, прилегающему к стыку внахлест.
«Выдув» этого пара может предотвратить прилипание цинка к участку, прилегающему к стыку внахлест.Чистящие растворы неэффективно удаляют масла и смазки, застрявшие между поверхностями в тесном контакте.Остаточное масло и смазка частично улетучиваются при температуре цинкования. Это предотвратит получение удовлетворительного цинкового покрытия в непосредственной близости от стыка внахлест. Важно указать, что соприкасающиеся поверхности стыка перед изготовлением должны быть тщательно очищены, а затем полностью герметизированы сваркой.
Если площадь сварного нахлеста велика, должны быть вентиляционные отверстия через одну или обе стороны в притертой области. Это сделано для предотвращения образования взрывоопасного давления любой влаги, попадающей через отверстие под штифт в сварном шве, в ванне для цинкования.Эта вентиляция становится более важной, когда поверхность большая или сталь тонкая. Информацию о размере и количестве вентиляционных отверстий см. В разделе «Рекомендуемые детали для оцинкованных конструкций». Вентиляционные отверстия можно закрыть после цинкования. Сварка уплотнения не является обязательной, но не предотвращает улавливание влаги, внутреннее шуршание и просачивание, которые возможны в любом негерметичном соединении независимо от используемого защитного покрытия.
Это сделано для предотвращения образования взрывоопасного давления любой влаги, попадающей через отверстие под штифт в сварном шве, в ванне для цинкования.Эта вентиляция становится более важной, когда поверхность большая или сталь тонкая. Информацию о размере и количестве вентиляционных отверстий см. В разделе «Рекомендуемые детали для оцинкованных конструкций». Вентиляционные отверстия можно закрыть после цинкования. Сварка уплотнения не является обязательной, но не предотвращает улавливание влаги, внутреннее шуршание и просачивание, которые возможны в любом негерметичном соединении независимо от используемого защитного покрытия.
Если два стержня сходятся под углом, после сварки необходимо обеспечить зазор не менее 3/32 дюйма (2,38 мм), чтобы гарантировать смачивание участка расплавленным цинком.Может использоваться прерывистый угловой сварной шов. Это может быть только с одной стороны стержня или, при необходимости, прерывистый угловой шов с шахматным расположением швов может использоваться с обеих сторон, так что не может образоваться карман. Однако этот тип сварки не подходит для несущих элементов.
Однако этот тип сварки не подходит для несущих элементов.
Рекомендуемая практика ASTM A385 «Обеспечение высококачественных цинковых покрытий (HotDip)» содержит руководство по цинкованию перекрывающихся поверхностей.
Вернуться к списку
Отливки
Чистота очень важна для правильного и полного цинкования отливок.Тщательная абразивная очистка — наиболее эффективный метод очистки от формовочного песка и загрязнений. Обычно это достигается дробью или пескоструйной очисткой. Пескоструйная очистка или комбинация дроби и дроби обычно предпочтительны. Обычно отливки очищаются в литейном цехе, поскольку большинство гальванических предприятий не имеют оборудования для абразивоструйной обработки.
Обычный процесс кислотной очистки, используемый большинством гальванизаторов, плохо очищает отливки, потому что песок и другие поверхностные включения не удаляются соляной или серной кислотой.После абразивной очистки отливки можно подвергнуть оплавлению для подготовки к цинкованию.
Прочное гальваническое литье без напряжений с хорошей обработкой поверхности обеспечивает получение высококачественных гальванических покрытий. Для отливок, подлежащих оцинковке, необходимо соблюдать следующие правила проектирования и подготовки:
- Избегайте острых углов и глубоких углублений.
- Используйте крупные цифры и большие радиусы для облегчения абразивной очистки.
- Укажите однородные сечения стен.Неравномерная толщина стенок в определенных конструкциях отливок может привести к деформации и / или растрескиванию. Это результат напряжений, возникающих при повышении температуры отливки в процессе цинкования. Единообразные сечения стен и сбалансированный дизайн уменьшат это.
- Отливки перед цинкованием подвергаются термической обработке. При определенных условиях состава или термической истории ударная вязкость отливок из ковкого чугуна может быть значительно снижена в результате цинкования. Этого можно избежать, если отливки подвергаются термообработке перед цинкованием следующим образом:
- Нагрейте при температуре 1250 ° F (677 ° C), пока все секции не достигнут этой температуры (выдержка не требуется).
- Выполнить чистовую обработку и / или термическую обработку после абразивно-струйной обработки.
- Нагрейте при температуре 1250 ° F (677 ° C), пока все секции не достигнут этой температуры (выдержка не требуется).

Вернуться к списку
Детали с резьбой
Оцинкованные крепежные детали рекомендуются для использования с узлами и сборками, оцинкованными методом горячего цинкования. Оцинкованные гайки, болты и винты обычных размеров можно легко приобрести у коммерческих поставщиков.
Узлы с болтовым креплением следует отправлять на гальваническое предприятие в разобранном состоянии. Гайки, болты или шпильки, подлежащие оцинковке, также должны поставляться в разобранном виде.
Когда оцинковываемый элемент включает резьбовые узлы, делительный диаметр внутренней резьбы должен быть увеличен, чтобы можно было производить сборку вручную после добавления цинка к наружной резьбе сопрягаемой детали.
Таким образом, болты полностью оцинкованы, но внутренняя резьба гаек должна быть нарезана с большим размером после цинкования, чтобы соответствовать увеличенному диаметру болтов. В то время как нарезание резьбы или повторная нарезка гаек после цинкования приводит к появлению внутренней резьбы без покрытия, цинковое покрытие на зацепленной наружной резьбе защищает оба компонента от коррозии.В целях экономии гайки обычно оцинковываются как заготовки, а резьба после цинкования нарезается с завышенной резьбой.
В то время как нарезание резьбы или повторная нарезка гаек после цинкования приводит к появлению внутренней резьбы без покрытия, цинковое покрытие на зацепленной наружной резьбе защищает оба компонента от коррозии.В целях экономии гайки обычно оцинковываются как заготовки, а резьба после цинкования нарезается с завышенной резьбой.
Для удаления излишков цинка и получения более гладких покрытий мелкие детали, включая крепежные детали, после извлечения из ванны для цинкования подвергают центрифугированию в специальном оборудовании.
Предметы, слишком длинные или слишком большие для центрифугирования, например длинные стержни с резьбой, можно чистить проволочной щеткой в горячем состоянии, чтобы удалить излишки цинка с резьбы.
Шпильки, приваренные к узлам, возможно, придется очистить после охлаждения узла.Это требует повторного нагрева ацетиленовой горелкой и очистки проволочной щеткой для удаления излишков цинка. По возможности следует рассматривать альтернативы приварным шпилькам.
Маскирование для предотвращения цинкования резьбы на трубах или фитингах очень сложно. Рекомендуемая практика — очистить или постучать после цинкования.
Анкерные приспособления (такие как резьбовые шпильки и анкерные болты) иногда рекомендуется оцинковывать только на резьбовых участках или на участках, которые должны быть открыты над землей. Это может быть дороже, чем цинкование всего устройства, из-за необходимости в дополнительном обращении.Для элементов, закрепляемых в бетоне, может быть предусмотрено полное цинкование. Исследования подтвердили высокую прочность сцепления и высокие характеристики гальванизированной стали в бетоне.
Резьбовые отверстия необходимо заменить на размер больше, чем после цинкования, если они должны содержать оцинкованный болт после сборки. После цинкования рекомендуется нарезание резьбы во всех отверстиях, чтобы исключить затраты на нарезание двойной резьбы и возможность нарезания поперечной резьбы.
Рекомендуемая нарезка гаек и внутренней резьбы следующая:
| Размер болта или шпильки Диаметр, дюймы | Минимальный переворот внутренней резьбы, дюймы * |
| 7/16 и менее | 0.016 |
| От 16 июля до 1 | 0,021 |
| Более 1 | 0,031 |
| * Применяется как для шагового, так и для вспомогательного диаметра, минимальных и максимальных пределов. | |
Для резьбы более 1 и 1/2 дюйма часто более практично, если позволяет расчетная прочность, перед цинкованием нарезать наружную резьбу на 0,031 дюйма (0,79 мм) меньшего размера, чтобы можно было использовать стандартный метчик на гайке. В спецификации ASTM A563 (A563M) «Гайки из углеродистой и легированной стали» обсуждается требуемая минимальная диаметральная величина перехлеста гаек, используемых с болтами, оцинкованными горячим способом.(Примечание: допуски на перекрытие, содержащиеся в A563 на момент печати, находятся на рассмотрении и пересмотре.)
Производители резьбовых деталей признают, что на их заводах, где должны быть оцинкованы определенные детали, должны соблюдаться специальные процедуры. Ниже приведены некоторые примеры:
- Рекомендуются стержни с низким содержанием углерода, так как высокое содержание углерода или кремния вызывает более тяжелое и грубое гальваническое покрытие на резьбе.
- Нарезание или гибка резьбы горячим способом требует очистки на заводе-изготовителе для удаления окалины перед нарезанием резьбы.В противном случае при удалении окалины произойдет чрезмерное травление резьбы.
- Использование острых производственных инструментов обязательно. Рваные и рваные нити открываются в процессах травления и цинкования. Изношенные инструменты также увеличивают диаметр болтов. При длительных пробегах необходима частая проверка.
- Резьба стандартного размера нарезана на болте, а гайки стандартного размера после цинкования повторно нарезаны на больший размер.
Вернуться к списку
Подвижные части
Когда оцинкованная сборка включает движущиеся части (например, ручки, скобы и валы), радиальный зазор составляет не менее 1/16 дюйма (1.59 мм), чтобы обеспечить полную свободу движения после добавления цинка во время цинкования.
По возможности рекомендуется проектировать работу таким образом, чтобы петли можно было прикрепить болтами к рамам, крышкам, корпусам и т.п. после цинкования.
Петли должны быть оцинкованы отдельно и собраны после цинкования. Все петли, подлежащие оцинковке, должны быть со свободным штифтом. Перед цинкованием все смежные кромки следует отшлифовать, чтобы оставить зазор не менее 0,8 мм (1/32 дюйма).Отверстия для штифтов можно очистить от излишков цинка во время сборки. После оцинкования петель рекомендуется использовать штифт меньшего размера, чтобы компенсировать накопление цинка в процессе цинкования. При желании отверстия для штифтов в петлях могут быть расширены на 1/32 дюйма (0,8 мм) после цинкования, чтобы можно было использовать штифты обычного размера.
Иногда необходимо подогревать движущиеся части, чтобы они работали свободно. Нагревание может вызвать обесцвечивание оцинкованного покрытия вблизи зоны повторного нагрева.
Вернуться к списку
Маркировка для идентификации
Опознавательные знаки на готовых изделиях должны быть тщательно подготовлены перед цинкованием, чтобы они были читаемыми после цинкования.
Не используйте краску для нанесения адресов, инструкций по отгрузке и номеров работ на оцинкованные изделия. Краски на масляной основе и пятна от мелков не удаляются кислотами для травления. Это приводит к дополнительной работе и дополнительным расходам со стороны гальванизатора для правильной подготовки стали к цинкованию.
Для временной идентификации необходимо указать съемные металлические бирки или водорастворимый маркер.
Если требуется постоянная идентификация, есть три подходящих альтернативы для маркировки стальных конструкций, подлежащих горячему цинкованию. Каждый из них позволит быстро идентифицировать элементы после цинкования и на месте сборки. Три варианта маркировки:
- Глубокое нанесение трафарета на стальную бирку (калибр не менее 12) и ее надежное прикрепление к конструкции с помощью стальной проволоки калибра не менее 9.Бирка должна быть прикреплена к изделию свободно, чтобы область под проволокой могла быть оцинкована, и чтобы проволока не «замерзла» на изделии, когда расплавленный цинк затвердеет. Также рекомендуется использовать более одной метки на каждом элементе работы, требующем идентификации. Использование при транспортировке может привести к случайной потере бирки. При желании бирки могут быть приварены непосредственно к материалам.
- Штамповка поверхности изделия с помощью трафаретов для высечки или серии меток кернером.Эти отметки должны быть размещены в стандартном месте на каждом из элементов. Они должны быть минимум 1/2 дюйма (12,7 мм) в высоту и 1/32 дюйма (0,08 мм) в глубину, чтобы обеспечить читаемость после цинкования. Этот метод не следует использовать для маркировки элементов, критических для разрушения.
- Использование серии сварных швов для маркировки букв или цифр непосредственно на изделии. Однако важно удалить весь сварочный флюс.
Не используйте алюминий, пластик, бумагу или краску для маркировки предметов перед цинкованием.
Вернуться к списку
Ремонт оцинкованной поверхности
Иногда горячеоцинкованные покрытия повреждаются из-за чрезмерно грубого обращения во время транспортировки или монтажа. Повреждение также может быть результатом сварки или газовой резки.
Если повреждены ограниченные участки, рекомендуется использовать ремонтные стержни или порошки из цинкового сплава с низкой температурой плавления, использовать краску с высоким содержанием органического цинка или использовать напыляемый цинк (металлизация) для защиты области.
Рекомендуемая практика ASTM A780 «Ремонт поврежденных покрытий горячего цинкования» охватывает допустимые методы восстановления поврежденных участков.
Вернуться к списку
Рекомендации после цинкования
Предотвращение пятен при влажном хранении
Когда оцинковщики знают, что предметы будут складываться или храниться во влажной среде после оцинковки, они часто предлагают применить обработку после цинкования, которая предотвратит образование пятен от влажного хранения («белая ржавчина»).
Пятно от влажного хранения — это повреждение гальванического покрытия с образованием белого продукта коррозии. Это вызвано удерживанием конденсата или сточных вод между контактирующими поверхностями при плохой циркуляции воздуха.Хотя воздействие часто бывает поверхностным, несмотря на относительную громоздкость продукта коррозии, его внешний вид может быть нежелательным. Ваш гальванизатор может обсудить простые процедуры, которые можно применить на предприятии гальваники.
Для получения более подробной информации см. Публикацию AGA «Пятно от влажного хранения».
Живопись
В целом, только гальваническое покрытие обеспечивает наиболее экономичную защиту стали от коррозии. Когда оцинкованные покрытия окрашивают, это обычно делается из эстетических соображений, для идентификации или предупреждения, для маскировки или дополнительной коррозионной стойкости в тяжелых условиях эксплуатации или воздействия.
Во многих случаях идеальным сочетанием являются дуплексные системы цинкование с покраской. Оцинкованное покрытие обеспечивает стабильную основу, которая значительно увеличивает срок службы краски, в то время как пленка краски защищает цинковое покрытие, давая синергетический эффект, при котором комбинация сохраняется значительно дольше, чем все покрытие по отдельности.
Там, где сталь подвергается воздействию высококоррозионных сред или где доступ затруднен, и самые длинные системы горячего цинкования с покрытием и краской обеспечивают наилучшую доступную защиту стали.Достигается очень долгий срок службы даже при неблагоприятных условиях воздействия, что обеспечивает исключительную экономичность по сравнению с другими системами покрытий.
Более длительный срок службы правильно подобранных и нанесенных лакокрасочных покрытий на оцинкованные стальные поверхности является следствием стабильной цинковой основы, которая предотвращает возникновение ржавчины на порах и царапинах и, как следствие, ползучесть под пленкой краски.
Результаты испытаний показывают, что подходящие лакокрасочные покрытия на оцинкованной стали достигают синергетического эффекта, при котором дуплексное покрытие сохраняется в три раза дольше до техобслуживания, чем эквивалентные лакокрасочные покрытия на черной стали.
Вернуться к списку
Соответствующие спецификации
Американское общество испытаний и материалов (ASTM)
A90 Методы испытаний веса покрытий на изделиях из оцинкованного (гальванизированного) железа или стали
A123 Цинковые (горячеоцинкованные) покрытия на изделиях из чугуна и стали
Al 43 Рекомендуемая практика защиты от охрупчивания изделий из конструкционной стали, оцинкованной горячим способом, и процедура обнаружения охрупчивания
Al 53 Цинковое покрытие (горячее погружение) на изделия из железа и стали
Высокопрочные болты A325 для соединений из конструкционной стали, включая подходящие гайки и плоские закаленные шайбы
A384 Рекомендуемая практика для защиты от коробления и деформации во время горячего цинкования стальных узлов
A385 Рекомендуемая практика для нанесения высококачественного цинкового покрытия (горячего погружения) на собранные изделия
Болты и гайки стойки трансмиссии из оцинкованной стали A394
A780 Практика ремонта поврежденных горячеоцинкованных покрытий
B6 Цинк Металлы (слябовый цинк)
E376 Рекомендуемая практика для измерения толщины покрытия методами испытаний магнитным полем или вихретоковыми (электромагнитными) испытаниями
Канадская ассоциация стандартов
C164-M Горячее цинкование изделий неправильной формы
Характеристики цинкования Duncan
Раздел 05030-Гальванизация и покрытие металлов — доступно на диске в формате Mac или ПК или на компакт-диске.
Промышленные гальванизаторы — СПЕЦИФИКАЦИИ
11. Проектирование цинкования
Успешное горячее цинкование готовых
стальные конструкции сильно зависят от их конструкции. К
быть хорошо оцинкованным, изготовление должно
погрузиться в серию ванн для предварительной обработки, чтобы
подготовить поверхность к цинкованию, а затем
погружают в ванну с расплавленным цинком.
Если химикаты предварительной обработки и расплавленный цинк
не может получить доступ ко всем поверхностям изготовления,
он не будет гальванизирован на участках, которые не
доступный.
Технологии изготовления также могут создавать или
устраняют проблемы в процессе цинкования.
Технический персонал по продажам промышленных гальванизаторов
доступны, чтобы проконсультировать по дизайну, и помогут с
детализация проекта до изготовления, чтобы гарантировать, что
нанесено высококачественное горячеоцинкованное покрытие на
проекты заказчиков.
Важные факторы проектирования
При проектировании стальной конструкции для горячего погружения необходимо учитывать ряд фундаментальных факторов.
цинкование.Ключевые вопросы:
- Расплавленный цинк не будет реагировать со сталью с образованием гальванического покрытия, если только
поверхность стали идеально чистая. - Покрытие, оцинкованное горячим способом, не образуется, если цинк не сможет плотно контактировать со сталью.
- Покрытие, оцинкованное горячим способом, не образуется, если сталь не нагревается до 450-455oC.
- Изделия, размер которых превышает размер ванны для цинкования в двух измерениях, не могут быть оцинкованы.
- Плотность стали 7850 кг / м3. Плотность расплавленного цинка 6620 кг / м3. Если полый профиль
улавливает 18% своего внутреннего объема в виде воздуха, он не тонет в расплавленном цинке. - Стальные профили разной толщины нагреваются и охлаждаются с разной скоростью.
Несбалансированные секции, вызывающие дифференциальный нагрев и охлаждение, увеличивают риск деформации. - Конструкционные марки стали теряют 50% предела текучести при температурах цинкования.В
это необходимо учитывать при проектировании конструкций для цинкования, чтобы предотвратить провисание или
изгиб под действием собственных нагрузок. - Перекрывающиеся поверхности должны быть полностью загерметизированы. Большие перекрывающиеся поверхности, превышающие 400 см2
должны быть снабжены вентиляционными отверстиями. - Размер изделия, которое можно оцинковать, будет зависеть от размера ванны для цинкования.
Длинные изделия могут быть оцинкованы методом двухстороннего погружения, но изделия, превышающие размеры ванны для цинкования.
два размера не могут быть оцинкованы.
Для стандартных конструкций должен применяться базовый набор правил проектирования.
Эти этапы проектирования не увеличивают стоимость изготовления, но гарантируют получение хорошего качества.
Эти;
- Необходимо обрезать косынки и ребра жесткости.
- Торцевые пластины или опорные пластины на колоннах. Универсальные секции должны иметь вентиляционные / сливные отверстия в
углы соединения стенки / фланца и полые секции должны иметь вентиляционные / дренажные отверстия в
внутренние конечности. - Каналы и углы, обращенные наружу, в сборных рамах исключают необходимость в вентиляции и дренаже
отверстия, в отличие от секций, обращенных внутрь. - Концевая распорка, не доходящая до соседних фланцев, устраняет необходимость в обрезке или вентиляционных отверстиях.
Правила вентиляции и слива
Одна из самых распространенных проблем при проектировании
производства для горячего цинкования гарантирует, что
изделия вентилируются и осушаются правильно.Все
оцинковываемая сталь должна быть погружена в
расплавленный цинк, и цинк должен течь
свободно входить и выходить из всех полых секций
и углы.
Поток расплавленного цинка в, отвод и от
изготовление — один из важнейших факторов
при определении окончательного качества покрытия.
Недостаточная вентиляция и слив могут вызвать
следующие дефекты гальванического покрытия:
- Промахи в покрытии из-за воздушных пробок
предотвращение контакта расплавленного цинка со сталью
поверхность. - Образование луж цинка в углах, расход цинка и
вмешательство в последующую сборку - Зола на поверхности цинка, вызывающая дефекты поверхности
- Неровности внешнего вида поверхности, вызванные
беспорядочное погружение и уход из-за
предмет плавающий или улавливающий цинк внутри - Толстый цинк на поверхности, вызванный цинком
замерзание при сливе - Сталь всего на 15% тяжелее цинка.Относительно небольшое количество воздуха внутри
полая секция предотвратит
тонуть в расплавленном цинке - Любая вода, попавшая в полую секцию, будет
расширится в 1750 раз от своего первоначального объема, как пар
и создают давление до 50 МПа
(7250 фунтов на кв. Дюйм), достаточного для деформации продукта или
вызвать катастрофический взрыв.
Основные правила вентиляции
- Вентиляционное отверстие не должно быть меньше 8 мм
- Рекомендуемый минимальный размер — 12 мм
- На каждый квадратный метр оцинкованной стальной поверхности будет производиться около 200 граммов золы цинка.
Эта зола представляет собой порошок и не пропускает небольшие отверстия.Вентиляция больших внутренних площадей
требуются вентиляционные отверстия большего размера для выхода пепла - Для полых сосудов требуется 1250 мм2 вентиляционного отверстия на каждый кубический метр закрытого объема.
Это означает, что на каждый кубический метр объема требуется отверстие диаметром 40 мм2. - Для полых секций, таких как трубка, RHS и SHS, требуется минимальная площадь вентиляционных отверстий, эквивалентная
25% диагонального сечения секции - Вентиляционные отверстия должны быть на краях полых профилей
Основные правила слива
- Сливное отверстие не должно быть меньше 10 мм
- Рекомендуемый минимальный размер сливного отверстия 25 мм
- Для больших полых профилей (резервуары, сосуды под давлением) требуется дренажное отверстие диаметром 100 мм для
каждый кубический метр закрытого объема - Сливные отверстия должны находиться по краям полых профилей.
- Для полых секций, таких как труба, правая и полая трубы, требуется минимальная площадь дренажного отверстия, эквивалентная
25% диагонального сечения секции. Предпочтительный вариант оформления — оставить торцы
трубок, RHS и SHS открыты.
ТАБЛИЦА РАЗМЕРОВ ВЕНТИЛЯЦИОННЫХ И СЛИВНЫХ ОТВЕРСТИЙ ДЛЯ РАЗЛИЧНЫХ ПОЛЫХ СЕЧЕНИЙ — РЕКОМЕНДУЕМЫЕ МИНИМУМЫ
| Круглый полый профиль Условный проход, мм | Размер полого прямоугольного сечения мм | Размер полого квадратного сечения мм | Диаметр вентиляционного отверстия мм Одинарный I Двойной |
|---|---|---|---|
| 8 | I 8 | ||
| 10 | I 10 | ||
| 15 | I 10 | ||
| 20 | 13 х 13 | I 10 | |
| 25 | 16 х 16 | I 10 | |
| 32 | 19 х 19 | I 10 | |
| 40 | 38 х 19 | 25 х 25 | I 10 |
| 50 | 38 х 19 | 25 х 25 | 12 I 2 x 10 |
| 65 | 64 х 38, 76 х 38 | 51 х 51 | 16 I 2 x 12 |
| 80 | 38 х 19 | 25 х 25 | 12 I 2 x 10 |
| 100 | 102 х 51, 102 х 76 | 76 х 76 | 25 I 2 x 18 |
| 127 х 51, 127 х 64 | 89 х 89 | 25 I 2 x 18 | |
| 125 | 27 х 76, 152 х 76 | 102 х 102 | 32 I 2 x 22 |
| 150 | 152 х 102 | 127 x 127 | 38 I 2 x 27 |
| 200 | 203 х 102, 203 х 152 | 152 х 152 | 50 I 2 x 35 |
| 250 | 254 х 152 | 203 х 203 | 63 I 2 x 45 |
| 300 | 305 х 203 | 254 х 254 | 75 I 2 х 54 |
| 350 | 305 х 254 | 305 х 305 | 100 I 2 x 70 |
| 400 | 100 I 2 x 70 |
ТАБЛИЦА ВЕНТИЛЯЦИОННЫХ И СЛИВНЫХ ОТВЕРСТИЙ ДЛЯ БАКОВ И СОСУДОВ ПОД ДАВЛЕНИЕМ
| Объем — литров | Диаметр одинарного дренажного отверстия, мм | Диаметр двойного дренажного отверстия, мм | Диаметр вентиляционного отверстия, мм |
|---|---|---|---|
| 500 | 80 | 25 | |
| 1000 | 115 | 2 х 80 | 40 |
| 1500 | 140 | 2 х 100 | 45 |
| 2000 | 160 | 2 х 115 | 55 |
| 2500 | 175 | 2 х 125 | 60 |
| 3000 | 200 | 2 х 140 | 70 |
| 3500 | 225 | 2 х 150 | 75 |
| 4000 | 225 | 2 х 160 | 80 |
| 4500 | 240 | 2 х 170 | 85 |
| 5000 | 250 | 2 х 175 | 90 |
| 5500 | 265 | 2 х 185 | 95 |
| 6000 | 280 | 2 х 200 | 100 |
| 7000 | 300 | 2 х 220 | 110 |
| 8000 | 325 | 2 х 225 | 115 |
| 9000 | 350 | 2 х 240 | 120 |
| 10000 | 350 | 2 х 240 | 120 |
Как избежать искажений
При погружении стальных профилей или конструкций в воду
в расплавленном цинке их температура повышается до температуры
расплавленный цинк, температура которого обычно составляет 455oC.Ставка на
что сталь достигнет этой температуры через
вся его поверхность будет зависеть от:
- толщина профилей, используемых в
изготовление изделия - скорость, с которой товар может быть
погруженный в расплавленный цинк - Общая масса предмета
- размер предмета — крупногабаритный предмет
превышение размера ванны требует
двойное погружение
При температурах цинкования изменений нет
к металлургической микроструктуре стали и
процесс цинкования недостаточно горячий, чтобы
влияют на механические свойства стали
после цинкования.
Однако при температурах цинкования выход
прочность стали снижается примерно на 50%.
Если соседняя сталь не той же температуры
и любые напряжения существуют, более слабая область будет
подвержены движению по более сильной области. Там
это ответственность дизайнера, изготовителя
и гальванизатор сотрудничать в обеспечении того, чтобы
риски искажения сведены к минимуму или устранены.
Используйте методы изготовления конструкции, чтобы избежать искажений
- Конструирование и изготовление частей форменной одежды
толщина стали. - По возможности используйте симметричные конструкции,
и избегайте асимметричных дизайнов, где шипы
или пластины привариваются только к одной стороне балки
или раздел RHS. - Избегайте конструкций, требующих изготовления с
большая площадь поверхности тонкой пластины для двойного погружения
оцинкованный. - При изготовлении использовать сбалансированные или шахматные
методы сварки, чтобы избежать неравномерного запирания
стрессы. - При обрезке пластины по размеру убедитесь, что обрезаны все стороны.
используя ту же технику.Гильотина является предпочтительной техникой резки. - Убедитесь, что конструкция изделия соответствует
достаточно, чтобы выдержать собственный вес на уровне 50%
у стали заданный предел текучести. Рассмотреть возможность
временная фиксация, если существует потенциальная гибкость. - Убедитесь, что вентиляционные и сливные отверстия
адекватный. Это позволит предмету быть
погружается и извлекается из расплавленного цинка
как можно быстрее. - Во время изготовления точно формовать детали до
Избегайте применения силы или ограничений во время сварки. - Примите во внимание (или проконсультируйтесь с вашим гальванизатором)
требования к подвешиванию для горячего погружения
процесс цинкования. Это обеспечит
изготовление надлежащим образом поддерживается
на протяжении всего процесса. - Чем быстрее можно погрузить изделие
в цинке, тем равномернее он будет нагреваться
температуре цинкования и риску
искажения будут значительно уменьшены.
Это будет определяться его общим дизайном,
характеристики вентиляции и слива и легкость
обработки.
Предметы, склонные к искажению
Большинство стальных профилей и конструкций, которые
горячее цинкование никогда не вызывает деформации
проблемы. Однако некоторые виды товаров имеют
высокий риск потери стабильности размеров во время
процесс цинкования. Вот несколько примеров:
- Тонкий (6 мм и меньше) плоский лист и пластина будут
почти всегда рябь или изгибается, если это не
ребристые или гофрированные.Используется плоский стальной лист
Полы прицепа-фургона всегда деформируются
прицеп оцинкованный. Ребристые секции одинаковой толщины (1 мм), используемые для боковых
секции редко изгибаются. - Длинные отрезки тонкостенных труб (спиральных или шовных)
сварные) или другие длинные тонкие секции могут быть
склонны к изгибу при цинковании
процесс. Поскольку предел текучести стали
наполовину при температуре цинкования, большие длины
светового сечения может искривляться или искривляться под их
собственный вес.Этого можно избежать, разработав
оборудование для окунания, поддерживающее продукт
или подходящими точками подвешивания или опоры
по длине секции. - Плита пола, приваренная к более тяжелой конструкции
каркас делает изготовление склонным
искажению из-за дифференциального расширения
и сжатие плиты и структурных
разделы. Каркас и пластина должны
оцинковать отдельно, а затем
механически фиксируется. - Балки сварные с фланцем на толщину стенки
соотношение больше 2: 1, особенно длинное
балки, которые нужно окунать дважды,
может представлять опасность искажения.Глубины сети
более 800 мм также следует обрабатывать
осторожность, особенно при толщине полотна 10
мм или меньше. Ваш гальванизатор должен быть
консультировали на этапе проектирования, чтобы гарантировать
удовлетворительная обработка этих типов
продукты как обработка разделов
в процессе цинкования имеет решающее значение для
достижение удовлетворительного результата. - Изготовления, содержащие большие площади
асимметричные сварные швы (например, подкрановые балки). В
сварочные напряжения, встроенные в эти конструкции
значительно увеличит риск искажения
как температура процесса цинкования
снимет напряжение при изготовлении.
В большинстве случаев риски искажения можно свести к минимуму или
спроектированы из изготовленных по согласованию с
гальванизатор.
Зазоры для движущихся частей
Поверхностное натяжение расплавленного цинка таково, что он
не будет стекать в зазоры размером 1 мм или меньше и не будет вытекать из них.
Когда движущиеся части входят в состав готовых
узлы, подлежащие последующей оцинковке,
Должен быть обеспечен зазор не менее 2 мм.
Если детали оцинкованы отдельно, меньшая
можно использовать зазор 1 мм.
Конструкция для погрузочно-разгрузочных работ
Все оцинкованные изделия должны
подвешивается или поддерживается посредством цинкования
процесс. Мелкие или короткие предметы подвешиваются на
проволока или крючки от рам оцинковки.
Гладкие предметы, такие как труба, могут потребовать отверстия для
разрешить электромонтаж предметов.
Длинные секции, такие как балки, колонны или большие
трубы лучше всего снабжать подъемными проушинами, чтобы избежать
следы цепи на оцинкованной поверхности. К лучшему
поддержка длинных тонких изделий во время цинкования
расположение подъемных проушин можно узнать по
гальванизатор.
Где обычное количество стандартных продуктов
должны быть оцинкованы, специальные приспособления для цинкования могут
быть разработаны для повышения производительности и обеспечения
однородное качество.
Сводка
Хорошая конструкция для цинкования — это еще и хорошая защита от коррозии
дизайн, так как изготовление облегчит
хороший дренаж предметов, находящихся в эксплуатации, если они
подвергается воздействию элементов.
Консультации с техническим отделом промышленных гальванизаторов.
торговый персонал на этапе проектирования также позаботится о том, чтобы
изделия могут быть оцинкованы наиболее эффективно и
самая низкая стоимость.
Глоссарий терминов черной металлургии
Процессы агломерации
Мелкие частицы известняка (флюс) и железной руды трудно обрабатывать и транспортировать из-за пыления и разложения.Поэтому порошкообразный материал обычно перерабатывают на более крупные куски. Свойства сырья определяют технику, используемую на заводах.
Синтер
Запеченные частицы, которые слипаются в куски размером примерно один дюйм. Обычно используется для сбора железорудной пыли из доменных печей.
Пеллеты
Частицы железной руды или известняка скатываются в шарики в шариковом барабане и затвердевают под действием тепла.
Брикеты
Маленькие комочки образуются при спрессовании материала.Горячее брикетированное железо (ГБЖ) представляет собой концентрированный заменитель железной руды для использования в электрических печах.
Старение
Изменение свойств некоторых металлов и сплавов (например, стали), которое происходит при температуре окружающей среды или умеренно повышенных температурах после горячей или холодной обработки. Типичные свойства, на которые влияют: твердость, предел текучести, предел прочности, пластичность, ударная вязкость, формуемость, магнитные свойства и т. Д.
AISI (Американский институт железа и стали)
AISI служит голосом американской сталелитейной промышленности на арене государственной политики и выступает за то, чтобы сталь на рынке была предпочтительным материалом.AISI также играет ведущую роль в разработке и применении новых сталей и технологий их производства. В состав AISI входят производители стали, выпускающие металлургические комбинаты и электродуговые печи, а также ассоциированные члены, которые являются поставщиками или потребителями сталелитейной промышленности.
Легирующий элемент
Любой металлический элемент, добавляемый при плавлении стали или алюминия с целью повышения коррозионной стойкости, твердости или прочности. Металлы, наиболее часто используемые в качестве легирующих элементов в нержавеющей стали, включают хром, никель и молибден.
Легированная сталь
Смесь на основе железа считается легированной сталью, если содержание марганца более 1,65%, кремния более 0,5%, меди более 0,6% или других минимальных количеств легирующих элементов, таких как хром, никель, молибден или вольфрам. . За счет замены этих элементов в рецепте для стали можно придать огромное количество различных свойств.
Алюминий убитая сталь (Специально убитая) 1
Сталь, раскисленная алюминием для снижения содержания кислорода до минимума, чтобы не происходило реакции между углеродом и кислородом во время затвердевания.
Отжиг
Что?
Процесс термической или термической обработки, с помощью которого ранее холоднокатаный стальной рулон становится более пригодным для формовки и гибки. Стальной лист нагревают до заданной температуры в течение достаточного времени, а затем охлаждают.
Почему?
Связи между зернами металла растягиваются при холодной прокатке рулона, в результате чего сталь становится хрупкой и ломкой. Отжиг «рекристаллизует» зернистую структуру стали, позволяя формировать новые связи при более высокой температуре.
Как?
Существует два способа отжига рулонов холоднокатаной стали: периодический и непрерывный.
- Партия (коробка) От трех до четырех змеевиков укладывают друг на друга, сверху помещают крышку на срок до 3 дней, затем нагревают в бескислородной атмосфере (для предотвращения ржавчины) и медленно охлаждают.
- Непрерывный. Обычно сталь является частью линии нанесения покрытия, она разматывается и проходит через серию вертикальных петель внутри нагревателя. Температуру и скорость охлаждения контролируют, чтобы получить желаемые механические свойства стали.
Кажущееся предложение
Полученный спрос на сталь с использованием данных AISI об отгрузках сталеплавильных заводов плюс данные об импорте Бюро переписи населения, за вычетом данных об экспорте Бюро переписи населения. Процентная доля внутреннего рынка основана на этой цифре, которая не принимает во внимание какие-либо изменения в запасах.
Обезуглероживание кислородом аргона (AOD)
Что?
Процесс дальнейшего рафинирования нержавеющей стали за счет снижения содержания углерода.
Почему?
Количество углерода в нержавеющей стали должно быть ниже, чем в углеродистой стали или низколегированной стали (т.например, сталь с содержанием легирующих элементов менее 5%). В то время как электродуговые печи (ДСП) являются традиционным средством плавления и рафинирования нержавеющей стали, AOD является экономичным дополнением, поскольку время работы короче, а температуры ниже, чем при выплавке стали в ДСП. Кроме того, использование AOD для рафинирования нержавеющей стали увеличивает доступность ДСП для плавления.
Как?
Расплавленная нерафинированная сталь перемещается из ДСП в отдельную емкость. Смесь аргона и кислорода продувается снизу емкости через расплавленную сталь.Вместе с этими газами в емкость добавляются чистящие средства для удаления примесей, в то время как кислород соединяется с углеродом в неочищенной стали для снижения уровня углерода. Присутствие аргона увеличивает сродство углерода к кислороду и, таким образом, облегчает удаление углерода.
Истощение
Что?
Естественное сокращение рабочей силы в результате увольнения, выхода на пенсию или смерти.
Почему?
Большинство компаний, объединенных в профсоюзы, не могут в одностороннем порядке сокращать уровень занятости для сокращения расходов, поэтому руководство должно полагаться на увольнение, чтобы создавать вакансии, которые оно, в свою очередь, не заполняет.Поскольку средний возраст работников на комбинатах может превышать 50 лет, увеличение числа выходов на пенсию может предоставить этим компаниям дополнительную гибкость для повышения их конкурентоспособности.
Аустенитный
Самая большая категория нержавеющей стали, на которую приходится около 70% всей продукции. Аустенитный класс обеспечивает самую высокую коррозионную стойкость среди нержавеющих сталей благодаря значительному содержанию никеля и более высокому содержанию хрома. Аустенитные нержавеющие стали упрочняются и упрочняются холодной обработкой (изменение структуры и формы стали путем приложения напряжения при низкой температуре) вместо термообработки.Пластичность (способность изменять форму без разрушения) является исключительной для аустенитных нержавеющих сталей. Отличная свариваемость и превосходные характеристики при очень низких температурах — дополнительные характеристики этого класса.
Применяется в кухонной утвари, пищевом оборудовании, внешней архитектуре, оборудовании для химической промышленности, прицепах для грузовиков и кухонных мойках.
Двумя наиболее распространенными марками являются тип 304 (наиболее широко применяемая нержавеющая сталь, обеспечивающая коррозионную стойкость во многих стандартных условиях эксплуатации) и тип 316 (аналогично 304, с добавлением молибдена для повышения сопротивления различным формам износа).
Автоштамповочный завод
Устройство, придающее стальной заготовке желаемую форму двери или капота автомобиля, например, с помощью мощного штампа (шаблона). Используемая сталь должна быть достаточно пластичной (податливой), чтобы принимать форму без разрушения.
Автоматический манометр
Используя гидравлические системы прижима валков, производители стали имеют возможность точно контролировать толщину (толщину) стального листа, когда он проходит через стан холодной прокатки со скоростью более 50 миль в час.Используя системы обратной связи или прямой связи, компьютерный датчик зазора регулирует расстояние между редукционными валками стана 50–60 раз в секунду. Эти настройки предотвращают обработку любого стального листа нестандартной толщины.
Багажник
Устройство для контроля за загрязнением воздуха, используемое для улавливания частиц путем фильтрации газовых потоков через большие тканевые или стекловолоконные мешки.
Закаливаемая сталь
Холоднокатаная низкоуглеродистая листовая сталь, используемая для изготовления автомобильных кузовных панелей.Благодаря специальной обработке сталь обладает хорошими штамповочными и прочностными характеристиками, а после нанесения краски повышается стойкость к вмятинам.
Основная кислородная печь (кислородная печь)
Что?
Печь грушевидной формы, облицованная огнеупорным кирпичом, для рафинирования расплавленного чугуна из доменной печи и лома в сталь. До 30% загрузки в конвертерный конвертер может составлять лом, остальное — чугун.
Почему?
кислородных конвертера, которые могут рафинировать плавку (партию) стали менее чем за 45 минут, заменили мартеновские печи в 1950-х годах; последнему требовалось от пяти до шести часов для обработки металла.Быстрая работа конвертера, низкая стоимость и простота управления дают ему явное преимущество перед предыдущими методами.
Как?
Лом загружается в корпус печи, за ним следует чугун из доменной печи. Сверху опускается фурма, через которую проходит поток кислорода под высоким давлением, вызывающий химические реакции, которые отделяют примеси в виде дыма или шлака. После очистки жидкая сталь и шлак сливаются в отдельные емкости.
Токарная обработка прутков
Включает обработку металлического прутка меньшего диаметра.
Барс
Сортовой прокат из заготовок. Торговый стержень и арматурный стержень (арматурный стержень) — это две распространенные категории стержней, к которым продавцы включают круглые, плоские, угловые, квадраты и каналы, которые используются производителями для производства широкого спектра продуктов, таких как мебель, лестничные перила и сельскохозяйственное оборудование. . Арматура используется для укрепления бетона на автомагистралях, мостах и зданиях.
Гибка 3
Формовка металлов под разными углами.
Заготовка
Стальной полуфабрикат, используемый для «длинных» изделий: стержней, швеллеров или других конструкционных профилей. Заготовка отличается от плиты своими внешними размерами; Заготовки обычно имеют квадрат от двух до семи дюймов, а слябы — от 30 до 80 дюймов в ширину и от двух до десяти дюймов в толщину. Обе формы обычно отливаются непрерывно, но они могут сильно различаться по своему химическому составу.
Черная пластина
Холоднокатаный стальной лист шириной от 12 до 32 дюймов, который служит субстратом (сырьем) для покрытия на оловянном заводе.
Доменная печь
Высокий цилиндр, облицованный жаропрочным (огнеупорным) кирпичом, используемый металлургическими комбинатами для выплавки железа из железной руды. Его название происходит от «дуновения» горячего воздуха и газов, проталкиваемых через железную руду, кокс и известняк, которые загружают печь.
Заглушка
Первый шаг в подготовке плоского проката к использованию конечным пользователем. Заготовка — это участок листа, который имеет те же внешние размеры, что и заданная деталь (например, дверь или капот автомобиля), но еще не проштампован.Обработчики стали могут предлагать своим клиентам вырубку, чтобы снизить затраты на рабочую силу и транспортировку; перед отгрузкой излишки стали могут быть обрезаны.
Блум
Стальной полуфабрикат с прямоугольным поперечным сечением более 8 дюймов. Эта большая стальная литая форма разбивается на стане для производства знакомых двутавровых балок, двутавровых балок и шпунтовых свай. Блюмы также являются частью процесса производства высококачественного прутка: уменьшение блюма до гораздо меньшего поперечного сечения может улучшить качество металла.
Прорыв
Авария, вызванная разрушением стенок пода доменной печи, в результате чего жидкий чугун или шлак (или и то и другое) неконтролируемо вытекает из доменной печи.
Расширение Браунфилда
«Браунфилд» контрастирует с «новым» (или новым заведением с нуля). Расширение заброшенного месторождения означает добавление к существующему объекту.
Заусенец
Очень тонкий выступ на краю полосовой стали, оставшийся после операций резки, таких как продольная резка, обрезка, резка или вырубка.Например, когда обработчик стали обрезает стороны листовой стали параллельно или разрезает лист стали на полосы, его края будут изгибаться в соответствии с направлением реза (см. Прокатка кромок).
Бушелинг
Лом из листовой обоймы и штамповки от металлопродукции. Этот термин возник из практики сбора материала в бушельные корзины во время Второй мировой войны.
Труба для стыковой сварки
Стандартная труба, используемая в сантехнике. Нагретый скелп непрерывно пропускается через сварочные валки, которые образуют трубу и сжимают горячие кромки вместе, чтобы получился прочный сварной шов.
Развал 1
- Изгиб — это отклонение боковой кромки от прямой кромки. Измерение производится путем размещения линейки на вогнутой стороне листа и измерения расстояния между кромкой листа и прямой кромкой в центре дуги. Изгиб вызван тем, что одна сторона удлинена больше, чем другая.
- Крюк или изгиб возле концов катушки.
Допуски развала 1
Изгиб — это отклонение от прямолинейности кромки.Максимально допустимый допуск этого отклонения боковой кромки от прямой линии определен в стандартах ASTM.
Вместимость
Нормальная способность производить металлы в определенный период времени. Этот рейтинг должен включать требования к техническому обслуживанию, но поскольку такое обслуживание запланировано для соответствия потребностям оборудования (а не календарным), мельница может работать более чем на 100% мощности в течение одного месяца, а затем упасть ниже номинальной мощности в качестве технического обслуживания. выполняется.
Расчетная мощность
Теоретический объем мельницы или плавильного завода с учетом ограничений подачи сырья и нормальной скорости работы.
«Истинная» емкость
Объем при полном использовании, что позволяет проводить техническое обслуживание оборудования и отражает текущие материальные ограничения. (Узкие места в поставках и распределении могут измениться со временем — мощность будет увеличиваться или уменьшаться.)
Углеродистая сталь
Сталь, свойства которой в основном состоят из углерода, структура которой зависит от содержания углерода. Большая часть стали, производимой в мире, — это углеродистая сталь.
Кожух
Обсадная труба является структурным фиксатором стенок нефтяных и газовых скважин и составляет 75% (по весу) отгрузок труб OCTG.Обсадные трубы используются для предотвращения загрязнения как окружающей поверхности грунтовых вод, так и самой скважины. Обсадная труба служит всем срокам службы скважины и обычно не снимается при закрытии скважины.
Кастинг
Процесс заливки расплавленного металла в форму, при котором охлажденный твердый металл сохраняет форму формы.
Castrip
Процесс прямого литья расплавленной стали до окончательной формы и толщины без дополнительной горячей или холодной прокатки. Это снижает капитальные вложения, затраты на электроэнергию и охрану окружающей среды.
Заряд
Акт погрузки материала в судно. Например, железная руда, кокс и известняк загружаются в доменную печь; Основная кислородная печь загружается ломом и чугуном.
Химия 1
Химический состав стали с указанием количества углерода, марганца, серы, фосфора и множества других элементов.
Хром (Cr)
Легирующий элемент, являющийся основным сырьем для нержавеющей стали, обеспечивающим коррозионную стойкость.Пленка, которая естественным образом образуется на поверхности нержавеющей стали при самостоятельном ремонте в присутствии кислорода, если сталь повреждена механически или химически, и, таким образом, предотвращает возникновение коррозии.
Облицовка
Что?
Способ нанесения покрытия из нержавеющей стали на углеродистую сталь или низколегированную сталь (т.е. сталь с содержанием легирующих элементов менее 5%).
Почему?
Для повышения коррозионной стойкости при более низких начальных затратах, чем использование исключительно нержавеющей стали.
Как?
По 1) сварке нержавеющей стали с углеродистой сталью; 2) заливка расплавленной нержавеющей стали вокруг твердой плиты из углеродистой стали в форме; или 3) размещение сляба из углеродистой стали между двумя пластинами из нержавеющей стали и их скрепление путем прокатки при высокой температуре на толстолистовом стане.
Покрытие 1
Процесс покрытия стали другим материалом (оловом, хромом и цинком), в первую очередь для защиты от коррозии.
Катушки
Металлический лист намотанный.Металл, однажды раскатанный плоско, имеет длину более четверти мили; бухты — самый эффективный способ хранения и транспортировки листовой стали.
Кокс
Что?
Основное топливо, расходуемое в доменных печах при выплавке чугуна. Кокс — это переработанная форма угля. Для переработки тонны чугуна необходимо около 1000 фунтов кокса, что составляет более 50% от общего энергопотребления металлургического комбината.
Почему?
Металлургический уголь периодически сгорает и превращается в липкую массу.Обработанный кокс, однако, постоянно горит изнутри и снаружи и не измельчается под весом железной руды в доменной печи.
Как?
В узких пределах коксовой печи уголь нагревается без кислорода в течение 18 часов для удаления газов и примесей.
Коксовая батарея
Набор печей для переработки угля в кокс. Коксовые печи состоят из батарей от десяти до 100 печей, которые имеют высоту 20 футов, длину 40 футов и ширину менее двух футов. Коксовые батареи из-за выхлопных газов, выделяемых при выталкивании кокса из печей, часто являются самым грязным участком металлургического комбината.
Холодное обжатие
Что?
Чистовые станы прокатывают холодные бухты травленого горячекатаного листа, чтобы сделать сталь тоньше, гладче и прочнее за счет приложения давления, а не нагрева.
Как?
Стойки валков на стане холодного обжатия установлены очень близко друг к другу и сжимают лист стали толщиной от четверти дюйма до менее чем одной восьмой дюйма, при этом его длина увеличивается более чем вдвое.
Лента холоднокатаная (лист)
Листовая сталь, протравленная и пропущенная на стане холодного обжатия.Полоса имеет ширину конечного продукта приблизительно 12 дюймов, в то время как лист может иметь ширину более 80 дюймов. Холоднокатаный лист значительно тоньше и прочнее горячекатаного листа, поэтому он будет продаваться по более высокой цене (см. Листовая сталь).
Холодная обработка (прокатка)
Что?
Изменения структуры и формы стали, достигаемые в результате прокатки, ковки или растяжения стали при низкой температуре (часто при комнатной температуре).
Почему?
Для постоянного повышения твердости и прочности стали.
Как?
Приложение силы к стали вызывает изменения в составе, улучшающие определенные свойства. Чтобы эти улучшения были устойчивыми, температура должна быть ниже определенного диапазона, поскольку структурные изменения устраняются более высокими температурами.
Расход
Измеряет физическое использование металла конечными пользователями. Оценки потребления металла, в отличие от данных о спросе на сталь, учитывают изменения в запасах.
Непрерывное литье
Что?
Способ разливки стали непосредственно из печи в заготовку, блюм или сляб непосредственно из расплавленной формы.
Почему?
Непрерывное литье исключает необходимость в больших дорогих станах для прокатки слитков в слябы. Непрерывно литые слябы также затвердевают за несколько минут по сравнению с несколькими часами для слитка. Благодаря этому химический состав и механические свойства более однородны.
Как?
Сталь из кислородно-конвертерной печи или электропечи заливается в промежуточный ковш (неглубокий сосуд, похожий на ванну), расположенный на установке непрерывного литья под давлением. По мере того, как сталь осторожно стекает из разливочного ковша в охлаждаемую водой медную изложницу разливочного устройства, она затвердевает в ленту раскаленной стали.Внизу литейной установки резаки разрезают непрерывно текущую сталь, чтобы сформировать плиты или блюмия.
Договор купли-продажи
Металлопродукция, переданная клиентам по ценовым соглашениям на срок от трех до 12 месяцев. Около половины всего плоского проката продается на этой основе, в первую очередь потому, что автомобильные компании подписывают соглашения на срок не менее одного года. Повышение цен, о котором металлургические комбинаты могут объявить в течение года, как правило, не влияет на выручку от контрактной стороны бизнеса.
Стоимость конверсии
Ресурсы, затраченные на обработку материала за один этап, от одного вида к другому. Стоимость переработки железной руды в чугун или бокситов в алюминий может быть выделена для анализа.
Конвертер / Процессор
Перерабатывает сталь в более законченное состояние, такое как трубы, трубки и холоднокатаная полоса, перед продажей конечным потребителям. Такая сталь обычно не продается по контрактам, что делает конвертерный сегмент выручки комбинатов более чувствительным к цене, чем их контракты на поставку автопроизводителям.
COREX®
Что?
COREX® — это процесс плавки на основе угля, в результате которого получают чугун или чугун. Продукция может использоваться на интегрированных мельницах или на сталеплавильных фабриках.
Как?
Процесс газифицирует некоксующийся уголь в плавильном реакторе, в котором также производится жидкое железо. Газифицированный уголь подается в шахтную печь, где он удаляет кислород из кусков железной руды, окатышей или агломерата; затем восстановленное железо подается в плавильный реактор.
Коррозия
Постепенное разложение или изменение металла под воздействием атмосферы, влаги или других факторов.
Водопроводная труба
Толстая оцинкованная сталь, имеющая форму спирали или заклепанная в гофрированную трубу, которая используется для дренажа автомобильных дорог.
Продольная
Процесс разматывания профилей плоского стального проката и резки их на нужную длину. Нарезанный по длине продукт обычно отправляется в сложенном виде.
Удаление заусенцев 3
Процесс, используемый для сглаживания острых, зазубренных краев отрезанного куска стали.
Приложения для глубокой вытяжки 1
Детали / приложения, для изготовления которых требуется глубокая вытяжка.Примерами являются корпуса двигателей, крылья, боковые панели и дверные панели.
Пенсионный план с установленными выплатами
Тип пенсионного плана, согласно которому работодатель обещает выплачивать пенсионные выплаты вышедшим на пенсию работникам в определенных размерах, независимо от результатов деятельности фонда. Поскольку общий стаж сотрудников и продолжительность их выхода на пенсию являются неопределенными, необходимо оценить будущие обязательства работодателя, которые со временем могут колебаться.
Пенсионный план с установленными взносами
Пенсионный план, в котором работодатель обещает делать определенные взносы в пенсионный фонд, но размер пенсионных пособий, выплачиваемых в конечном итоге пенсионерам, зависит от того, насколько хорошо управляются активы пенсионного фонда.Для планов с установленными взносами статей баланса нет, потому что все обязательства полностью удовлетворяются каждый год.
Удаление накипи 1
Процесс удаления накипи с поверхности стали. Накипь образуется легче всего, когда сталь нагревается за счет соединения кислорода с железом. Распространенные методы: (1) расколоть окалину с помощью валков с шероховатой поверхностью и удалить сильной струей воды, (2) бросить соль, влажный песок или мокрую мешковину на сталь непосредственно перед ее прохождением через валки.
Обессеривание
Что?
Операция, при которой в ковш, заполненный чугунным металлом, вводится химическая смесь для удаления серы перед ее загрузкой в кислородную печь.
Почему?
Сера попадает в сталь из кокса в процессе доменной плавки, и сталелитейщики мало что могут сделать, чтобы уменьшить ее присутствие. Поскольку избыток серы в стали ухудшает характеристики сварки и формовки, комбинат должен добавить этот этап в процесс производства стали.
Железо прямого восстановления (DRI)
Что?
Обработанная железная руда, достаточно богатая железом, чтобы использовать ее в качестве заменителя лома в сталеплавильном производстве в электрических печах.
Почему?
По мере того, как мини-заводы расширяют свои возможности производства листовой стали, им требуется гораздо более высокое качество лома, чтобы приблизиться к качеству комбината. Позволяя мини-предприятиям использовать железную руду без доменной печи, DRI может служить в качестве низко остаточного сырья и уменьшать зависимость мини-заводов от более чистого и дорогого лома.
Как?
Примеси в измельченной железной руде удаляются за счет использования большого количества природного газа. Хотя в результате получается чистое железо на 97% (по сравнению с чугуном доменной печи, который, поскольку он насыщен углеродом, содержит только 93% железа), DRI экономически целесообразно только в регионах, где природный газ имеет привлекательные цены.
Тяговая оправка
Процедура изготовления специальных труб с использованием волочильного станка для протягивания трубки через матрицу и через оправку, что дает отличный контроль над внутренним диаметром и толщиной стенки. Преимуществами этого метода являются качество внутренней и внешней поверхности и допуски по толщине. Основные рынки включают автомобильное оборудование и гидроцилиндры.
Бурильная труба
Труба для бурения нефтяных или газовых скважин. Бурильная труба — это канал между устьевым двигателем и буровым долотом.Буровой раствор закачивается вниз по центру трубы во время бурения, чтобы смазать буровую коронку и передать пробуренный керн на поверхность. Из-за высокого напряжения, крутящего момента и температуры, связанных с бурением скважин, бурильные трубы представляют собой бесшовные изделия.
Пластичность
Способность стали к постоянному изменению формы без разрушения при комнатной температуре.
Самосвальные
Демпинг имеет место, когда импортные товары продаются на внутреннем рынке или для экспорта на внутренний рынок по цене ниже нормальной, то есть по цене, которая меньше цены, по которой идентичные или похожие товары продаются в сравнении. рынок, внутренний рынок (рынок страны-экспортера) или рынок третьей страны (в этом случае «рынок» используется в качестве прокси для «внутреннего рынка» в тех случаях, когда внутренний рынок не может быть использован).Нормальная стоимость товара не может быть ниже себестоимости продукции.
Демпинговая маржа
Сумма, на которую обычная стоимость превышает экспортную цену или построенную экспортную цену рассматриваемого товара.
Дуплекс
Категория нержавеющей стали с высоким содержанием хрома и умеренным содержанием никеля. Дуплексный класс назван так потому, что он представляет собой смесь аустенитной (класс хромоникелевой нержавеющей стали) и ферритной (категория простой хромоникелевой нержавеющей стали) структур.Эта комбинация была создана для обеспечения большей прочности, чем любая из этих нержавеющих сталей. Дуплексные нержавеющие стали обладают высокой стойкостью к коррозионному растрескиванию под напряжением (образование трещин, вызванных сочетанием коррозии и напряжения) и подходят для теплообменников, опреснительных установок и морских применений.
Прокатка кромок (подготовка кромок)
Прокатка стальной полосы для сглаживания краев. Удаление заусенцев со змеевика делает манипуляции безопаснее для клиентов.
Электродуговая печь (ДСП)
Сталеплавильная печь, в которой лом обычно составляет 100% загрузки. Тепло поступает от электричества, которое проходит от графитовых электродов к металлической ванне. Печи могут быть переменного тока (AC) или постоянного тока (DC). Установки постоянного тока потребляют меньше энергии и электродов, но они более дорогие.
Труба, сваренная сопротивлением сопротивлению
Труба из полос горячекатаной стали, пропущенных через формовочные валки и сваренных.Хотя бесшовные трубы традиционно прочнее и дороже, чем сопоставимые трубы для ВПВ, технология ВПВ совершенствуется, и в настоящее время на эту технологию приходится примерно 48% отгрузок труб OCTG по тоннажу.
Электротехническая сталь
(См. Силиконовую электротехническую сталь)
Электролитическая оцинковка 1
Холоднокатаный или черный лист, на который нанесено покрытие из цинка путем электроосаждения; используется для применений, в которых устойчивость к коррозии и окрашиваемость являются первоочередными задачами.
Листы с электролитическим оловянным покрытием (ETCS) 1
Листы холоднокатаные, покрытые оловом путем электроосаждения кислотным или щелочным способом.
Электролитическая жестяная пластина (ETP) 1
- Легкая низкоуглеродистая сталь холодного восстановления, на которую электроосаждено олово.
- Черная пластина, покрытая электронным напылением олова и олова.
Электрополировка 3
Процесс, используемый на трубках и фитингах из нержавеющей стали для одновременного сглаживания, осветления, очистки и пассивирования внутренних поверхностей этих компонентов.Электрополировка — это процесс электрохимического удаления, при котором выборочно удаляется тонкий слой металла, включая поверхностные дефекты и въевшиеся загрязнения. Электрополировка — это обязательный процесс обработки поверхности для всех компонентов сверхвысокой чистоты, используемых в газораспределительных системах производителей полупроводников по всему миру, а также во многих системах распределения стерильной воды фармацевтических и биотехнологических компаний.
Экзотические сплавы
Изделия из циркония, ниобия, гафния и тантала.
Экструзия
Процесс формования материала путем его вытекания через формованное отверстие в матрице.
Изготовить
Для доводки материала до конечного состояния путем механической обработки, формовки или соединения.
Изготовитель
Производитель промежуточных продуктов, не производящий также первичный металл. Например, производитель арматуры (см. Арматурный стержень) покупает арматуру и обрабатывает материал в соответствии со спецификациями конкретного строительного проекта.
ФАС 106
Правило бухгалтерского учета, установленное в 1990 году, которое требует от компаний изменить порядок учета стоимости будущих непенсионных пособий своих пенсионеров (страхование жизни и медицинские услуги). То, что когда-то было статьями расходов «по мере использования» или «кассовым методом», было изменено на метод начисления. Такие затраты теперь признаются в течение трудовых лет сотрудников.
Когда сталелитейные компании перешли на новое правило бухгалтерского учета, большинство компаний списали «наверстывающую» сумму в виде крупных разовых списаний по мере того, как они устанавливали новые обязательства в своих балансовых отчетах.
ФАС 109
Правило учета отложенных налогов, которое требует, чтобы компании объясняли в своих финансовых отчетах разницу между расходами по налогу, указанными в отчете о прибылях и убытках, и чеком, фактически отправленным в Налоговую службу (IRS). (Это правило заменило FAS 96 и APB 11.)
Некоторые сталелитейные компании отражают чистые операционные убытки (ЧУО) на своих балансах как активы, которые могут быть использованы для компенсации будущих налогов. Однако согласно правилам FAS 109, оценочный резерв может быть зарегистрирован для уменьшения этих NOL, если нет высокой вероятности того, что они будут использованы.
Fastmet
Процесс прямого восстановления железной руды до окатышей металлического железа, которые можно подавать в электродуговую печь с таким же количеством лома. Этот процесс предназначен для обхода маршрута коксовая печь-доменная печь для производства чугуна из железной руды. Это также один из нескольких методов, которые мини-заводы могут использовать для уменьшения своей зависимости от поступающего высококачественного лома (см. Железо прямого восстановления и Горячее брикетированное железо).
Сырье
Любое сырье.Подложка.
Ферритный
Второй по величине класс нержавеющей стали, составляющий примерно 25% производства нержавеющей стали.
Ферритные нержавеющие стали — это гладкие хромистые стали без значительного содержания никеля; отсутствие никеля приводит к более низкой коррозионной стойкости, чем аустенитные (хромоникелевые нержавеющие стали). Ферритные материалы лучше всего подходят для применения в условиях общей и высокотемпературной коррозии, а не в условиях, требующих высокой прочности. Они используются в автомобильных отделочных и выхлопных системах, внутренней архитектурной отделке и резервуарах для горячей воды.Двумя наиболее распространенными марками являются тип 430 (универсальный сплав для многих применений, в том числе декоративный) и тип 409 (недорогой сорт, хорошо выдерживающий высокие температуры).
Ферросплав
Металлический продукт, обычно используемый в качестве сырья в сталеплавильном производстве, для помощи на различных этапах процесса производства стали, таких как раскисление, обессеривание и повышение прочности. Примеры: феррохром, ферромарганец и ферросилиций.
Феррохром
Сплав железа и хрома с содержанием хрома до 72%.Феррохром обычно используется в качестве сырья при производстве нержавеющей стали.
Черные металлы
Металлы, состоящие преимущественно из железа.
Finmet
Процесс восстанавливает мелкодисперсную железную руду с помощью газа в нисходящем ряду реакторов с псевдоожиженным слоем. Восстановленное железо подвергается горячему брикету.
Отделка
Внешний вид поверхности стали после окончательной обработки.
Отделочные работы
Часть сталеплавильного комплекса, которая перерабатывает стальные полуфабрикаты (слябы или заготовки) в формы, которые могут использоваться другими.Операции чистовой обработки могут включать прокатные станы, травильные линии, тандемные станы, установки для отжига и дрессировочные станы.
Отделочная стойка 1
Последняя клеть прокатного стана, определяющая чистоту поверхности и конечную толщину.
Сталь плоский прокат
Категория стали, включающая, среди прочего, лист, полосу и жесть. Производится пропусканием слитка / сляба через пары валков.
Флюс
Средство для чистки утюгов. Известняк и известь реагируют с примесями внутри металлической ванны с образованием шлака, который всплывает на поверхность относительно более тяжелого (а теперь и более чистого) жидкого железа.
Цена FOB
Цена Free on Board
Фраза, объясняющая, включены ли транспортные расходы на сталь. «FOB Mill» — это цена стали на заводе без учета отгрузки.
Уравнение грузов
Обычная отраслевая практика, когда завод продает сталь за пределами своего географического района; он возьмет на себя любые дополнительные расходы по доставке (по сравнению с конкурентами), чтобы указать клиенту эквивалентную цену для получения бизнеса.
Ковка
Металлическая деталь, обработанная до заданной формы с помощью одного или нескольких процессов, таких как ковка, прессование или прокатка.
Холоднокатаный полностью твердый 1
Горячекатаная травленая сталь, обжатая в холодном состоянии до заданной толщины и не подлежащая дальнейшей обработке (не подвергнутая отжигу или дрессировку). Продукт очень жесткий; он не предназначен для плоских работ, где деформация минимальна.
Полный твердый темп 1
Холоднокатаная полнотвердая сталь с твердостью по Роквеллу 84 и выше по шкале B.
Формовка 3
Гибка и формовка листового или листового проката в указанные заказчиком формы и размеры с помощью листогибочных прессов.
Галфан 1
Оцинкованный продукт, покрытый 95% свободного цинка, 5% алюминия, со следами металлического мешка в покрытии; обеспечивает дополнительную защиту от коррозии за счет меньшего веса покрытия; имеет улучшенную формуемость по сравнению с обычными покрытиями без цинка (обычные продукты, оцинкованные горячим способом).
Гальваническое покрытие 1
Покрытия на горячеоцинкованной стали, обработанные для полного преобразования покрытия в сплавы цинк-железо; тускло-серые на вид, без блесток и после надлежащей подготовки хорошо подходят для покраски.
Оцинкованные покрытия 1
Покрытия без содержания цинка, наносимые на горячекатаную или холоднокатаную сталь для производства оцинкованной стали. Покрытие можно наносить методом горячего погружения или электроосаждения.
Оцинкованная сталь
Сталь, покрытая тонким слоем цинка для обеспечения коррозионной стойкости деталей днища кузова, мусорных баков, резервуаров для хранения или ограждающей проволоки. Листовую сталь обычно необходимо подвергнуть холодной прокатке перед стадией цинкования.
Горячее погружение
Сталь пропускают через ванну с расплавленным цинковым покрытием, после чего следует «протирание» потоком воздуха, контролирующее толщину цинкового покрытия.
гальваническое цинкование
Цинкование Процесс, при котором молекулы на положительно заряженном цинковом аноде прикрепляются к отрицательно заряженному стальному листу. Толщина цинкового покрытия легко регулируется. Увеличивая электрический заряд или замедляя скорость движения стали через зону покрытия, покрытие будет утолщаться.
Различия
Оборудование для электрогальванизации дороже в изготовлении и эксплуатации, чем оборудование для горячего цинкования, но оно дает производителям стали более точный контроль веса цинкового покрытия.Производители автомобилей, нуждающиеся в превосходных способах сварки, формовки и окраски гальванизированной стали, закупают 90% всего произведенного тоннажа.
Galvalume®
Стальной лист с уникальным покрытием из 55% алюминия и 45% цинка, устойчивого к коррозии. Покрытие наносится непрерывным способом горячего погружения, что улучшает атмосферостойкость стали. Galvalume® является товарным знаком BHP Steel, и этот продукт пользуется популярностью на рынке строительства металлических конструкций.
Отожженный цинк 1
Сверхплотный слой гальванического металла (цинка), наносимый на мягкий стальной лист, после чего лист пропускается через печь при температуре около 1200 градусов F.В результате получается тускло-серый слой без блесток, особенно подходящий для последующей окраски.
Калибр
Толщина листовой стали. Сталь лучшего качества имеет постоянную толщину, чтобы предотвратить слабые места или деформацию.
Гигаджоуль
Мера энергии. Гигаджоуль равен 1 000 000 000 Джоулей. 100-ваттная лампочка, включенная на одну секунду, потребляет 100 Джоулей.
Шлифовальный
Включает шлифование верхней и / или нижней части листа или стержней из углеродистой или легированной стали с жесткими допусками.
Гринфилд Объект
Новый металлургический комплекс, построенный «с нуля», предположительно на зеленом поле.
Гафний
Экзотический сплав, обычно получаемый как побочный продукт при производстве циркония, с выдающейся коррозионной стойкостью и хорошими механическими свойствами. Его добавляют в специальные сплавы для использования в деталях реактивных двигателей и в качестве материала регулирующих стержней в ядерных реакторах.
Закалка
Что?
Процесс, повышающий твердость стали, т.е.е., степень сопротивления стали порезанию, истиранию, проникновению, изгибу и растяжению.
Почему?
Повышенная износостойкость, обеспечиваемая закалкой, делает сталь пригодной для дополнительных применений.
Как?
Закалка может быть достигнута с помощью различных методов, включая 1) термообработку, при которой свойства стали изменяются путем воздействия на сталь ряда температурных изменений; и 2) холодная обработка, при которой изменения в структуре и форме стали достигаются посредством прокатки, удара или растяжения стали при относительно низкой температуре.
Твердость
Определяется методом измерения. Обычно сопротивление вдавливанию
- Жесткость или состояние кованых изделий
- Характеристики обрабатываемости
Термическая обработка
Что?
Изменение свойств стали путем воздействия на нее ряда температурных изменений.
Почему?
Для повышения твердости, прочности или пластичности стали, чтобы она подходила для дополнительных применений.
Как?
Сталь нагревают, а затем охлаждают по мере необходимости, чтобы внести изменения в структурную форму, которые придадут желаемые характеристики. Время, проведенное при каждой температуре, и скорость охлаждения существенно влияют на эффект обработки.
Тяжелые конструкции
Общий термин, используемый для катаных фланцевых профилей, у которых, по крайней мере, один размер их поперечного сечения составляет три дюйма или более. В эту категорию входят балки, швеллеры, тройники и звенья, если глубина составляет три дюйма или больше, и углы, если длина опоры составляет три дюйма или больше.
Высокоуглеродистая сталь
Сталь с содержанием углерода более 0,3%. Чем больше углерода растворено в чугуне, тем менее деформируемой и прочной становится сталь. Твердость высокоуглеродистой стали делает ее пригодной для изготовления лезвий плугов, лопат, рессор, режущих кромок и других областей применения с высоким износом.
Высокопрочный низколегированный (HSLA) 1
Особая группа сталей, у которых более высокая прочность, а в некоторых случаях дополнительная устойчивость к атмосферной коррозии или улучшенная формуемость достигаются за счет умеренных количеств одного или нескольких легирующих элементов, таких как колумбий, ванадий, титан, используемых по отдельности или в комбинации.
Горячая лента (горячекатаная сталь)
Рулон стали, прокатанной на стане горячей прокатки (горячекатаный прокат). В таком виде он может быть продан покупателям или переработан в другую готовую продукцию.
Горячий брикетированный чугун (ГБЖ)
Железо прямого восстановления, переработанное в брикеты. Вместо использования доменной печи кислород удаляется из руды с использованием природного газа, и в результате получается вещество, которое на 90–92% состоит из железа. Поскольку DRI может самопроизвольно воспламениться во время транспортировки, HBI предпочтительнее, когда металлический материал необходимо хранить или перемещать.
Горячий конец
Участок сталеплавильного комплекса от печи до стана горячей прокатки, но не включая его.
Горячий металл
Название чугуна, производимого в доменной печи. Он поступает в кислородную печь в расплавленном виде или отливается как чугун.
Горячий стан 1
Прокатный стан, превращающий горячий сляб в рулон заданной толщины; обработка производится при относительно высокой температуре (когда сталь еще «красная»).
Горячий ролл 1
Продукт, который продается в «состоянии производства» на стане горячей прокатки без каких-либо дополнительных операций восстановления или обработки, кроме травления и смазки (если указано).
Стан горячей прокатки
Прокатный стан из нескольких клетей валков, который превращает слябы в горячекатаные рулоны. Стан горячей прокатки сжимает слябы, толщина которых может варьироваться от двух до десяти дюймов, в зависимости от типа машины непрерывной разливки, между горизонтальными валками с постепенно уменьшающимся зазором между ними (в то время как вертикальные валки регулируют ширину) для получения рулона плоский прокат толщиной около четверти дюйма и длиной четверть мили.
HYL I, HYL III
Процессы производства DRI и HBI, разработанные Hylsa. Процессы восстанавливают кусковую железную руду или окатыши с помощью риформинга природного газа в вертикальной шахтной печи. В процессе HYL I используются четыре реактора с неподвижным слоем; HYL III использует одновальную печь.
Гидрат
Оксид алюминия с тремя молекулами химически объединенной воды.
Гидроформинг
Процесс формовки, при котором труба помещается в формовочную головку. Затем трубе придают форму штампа за счет приложения внутреннего давления воды.
Процесс гидроформовки допускает сильную деформацию формы, что делает его идеальным для деталей конструкции автомобилей, таких как опоры двигателя, опоры радиатора и рельсы кузова. Отверстия различной формы и размера можно пробивать в трубке практически в любом месте во время процесса.
Балка двутавровая
Конструкционные профили, на которых полки сужаются и обычно не такие длинные, как полки на широкополочных балках. Фланцы толще в поперечном сечении и тоньше у носков фланцев.Они производятся глубиной от трех до 24 дюймов.
Управление импортом
Управление импорта, входящее в состав Управления международной торговли Министерства торговли, обеспечивает соблюдение законов и соглашений для защиты американских предприятий от недобросовестной конкуренции внутри США в результате несправедливого ценообразования со стороны иностранных компаний и несправедливых субсидий иностранным компаниям их правительствами.
Слиток
Форма полуфабриката из металла. Жидкий металл разливается (разливается) в формы, где он медленно застывает.Когда металл затвердевает, кристаллизатор снимается, и слитки весом от 25 до 30 тонн готовы для последующей прокатки или ковки.
Inmetco
Что?
Inmetco — это процесс на основе угля, аналогичный FASTMET, при котором для производства заменителя лома используются мелкие частицы оксида железа и угольная пыль. Мелкая окалина и дымовая пыль, недорогие побочные продукты сталеплавильного производства, могут быть смешаны с мелкими частицами оксида железа. Inmetco, в отличие от других продуктов прямого восстановления, предназначена для горячей загрузки в ДСП с сопутствующей экономией энергии.
Как?
Процесс состоит из трех этапов. Сначала в гранулы формуют мелкую фракцию оксида железа, угольную пыль и связующее. Во-вторых, окатыши толщиной в два-три слоя нагреваются в газовой печи с вращающимся подом в течение 15-20 минут для производства губчатого железа. Впоследствии железо необходимо обессерить. Уголь в гранулах обеспечивает большую часть энергии, необходимой на втором этапе.
Комбинаты
Эти предприятия производят сталь путем переработки железной руды и другого сырья в доменных печах.Технически, только горячий конец отличает интегрированные мельницы от мини-мельниц. Однако разные технологические подходы к жидкой стали предполагают разную эффективность масштаба и, следовательно, разные стили управления, трудовые отношения и рынки сбыта продукции. Практически все отечественные комбинаты специализируются на производстве плоского проката или листового проката.
Сталь без промежуточных вставок
Недавно разработанный продукт из листовой стали с очень низким содержанием углерода, который используется в основном в автомобилях для глубокой вытяжки.Повышенная пластичность (способность к вытяжке) стали Interstitial Free Steel стала возможной благодаря вакуумной дегазации.
Карбид железа
Один из нескольких заменителей высококачественного лома с низким остаточным содержанием, используемого в сталеплавильном производстве в электрических печах. Производители карбида железа используют природный газ для восстановления железной руды до карбида железа.
Железная руда
Минерал, содержащий достаточно железа, чтобы быть коммерчески жизнеспособным источником этого элемента для использования в сталеплавильном производстве. За исключением фрагментов метеоритов, найденных на Земле, железо не является свободным элементом; вместо этого он в окисленной форме задерживается в земной коре.
Ковш 4
«Ковш», облицованный огнеупорным (жаропрочным) кирпичом, используемый для транспортировки жидкой стали от процесса к процессу на сталеплавильном заводе.
Металлургическая печь-ковш (LMF)
Установка для промежуточной обработки стали, которая дополнительно уточняет химический состав и температуру жидкой стали, пока она еще находится в ковше. Стадия ковшовой металлургии наступает после того, как сталь плавится и очищается в электродуговой печи или кислородной печи, но перед отправкой стали в установку непрерывной разливки.
Копье 4
Длинная металлическая трубка, по которой кислород под высоким давлением вдувается в сосуд BOS.
Срок поставки
Время доставки для предмета инвентаря, который будет перемещен из исходного местоположения в пункт назначения по определенному маршруту. Детализация зависит от уровня местности. А также время для выполнения заказа клиента от размещения заказа до отгрузки.
Устаревшие затраты
Любые затраты, связанные с предыдущими операциями. Обязательства сотрудников (пенсии и медицинские льготы) и затраты на очистку окружающей среды обычно включаются в это название.
Прокачка
Процесс, при котором правильная машина выравнивает металлическую полосу, рулон или листы, сгибая их вверх и вниз по прерывающимся дугам верхнего и нижнего комплектов длинных тонких рабочих валков. В машинах обычно используются 17, 19 или 21 валки относительно небольшого диаметра, отклонение которых под нагрузкой контролируется дополнительными опорными роликами и жесткой рамой.
Стоимость жизненного цикла
Метод учета затрат, при котором расходы распределяются в течение срока службы продукта.Затраты в течение жизненного цикла нержавеющей стали часто ниже, чем альтернативы, несмотря на более высокие первоначальные затраты, поскольку изделия из нержавеющей стали обычно служат дольше и требуют минимального обслуживания.
Легкая сталь
Очень тонкий стальной лист, прошедший дрессировку или прошедший через стан холодного обжатия. Легкая сталь обычно покрывается оловом или хромом для использования в пищевых контейнерах.
Линия трубы
Труба, используемая для наземной транспортировки нефти, природного газа и других жидкостей.
Лондонская биржа металлов (LME)
Центр торговли металлами для западного мира. LME также определяет цену на металл для торговли алюминием на текущую и будущую поставку.
Сортовой прокат
Классификация стальной продукции, которая включает пруток, стержень и конструкционные изделия, которые являются «длинными», а не «плоскими».
Сталь низкоуглеродистая
Сталь с содержанием углерода менее 0,005% является более пластичной (ковкой): ее можно вытягивать или прокатывать тонким слоем для использования в автомобильных кузовах.Углерод удаляется из стальной ванны посредством вакуумной дегазации.
М секций (балки Bantam Beams ™, Junior Beams ™)
Легкие балки, используемые в основном при строительстве сборных домов. Эти балки производятся с более легким весом, обычно от шести до десяти фунтов на фут, чем традиционные конструкционные изделия.
Обработка
Относится к выполнению нескольких процессов с куском металла для производства компонента, указанного заказчиком.
Магний
Легкий серебристый металлический элемент средней твердости, используемый при обработке металлов и химикатов, а также при легировании алюминия для придания ему требуемых металлургических свойств.
Человеко-часов на тонну (М-Ч / Т)
Это показатель эффективности труда — отношение общего количества часов, отработанных сталелитейщиками, к тоннам, отгруженным за определенный период времени. Изменения в уровне запасов и подрядных работ повлияют на отчетные измерения.
Мартенситный
Малая категория нержавеющей стали, характеризующаяся применением термической обработки для закалки и упрочнения. Мартенситные нержавеющие стали — это гладкие хромистые стали без значительного содержания никеля.Они используются в оборудовании для химической и нефтяной промышленности, а также в хирургических инструментах. Самая популярная мартенситная нержавеющая сталь — это тип 410 (марка, подходящая для умеренных коррозионных сред, требующих высокой прочности).
Матовая 1
Тусклый или зернистый вид поверхности, достигаемый прокаткой на валках, которым механическими, химическими или электрическими средствами придана шероховатость до различной степени текстуры поверхности.
Механические свойства 1
Те свойства материала, которые проявляют упругую и неупругую реакцию при приложении силы или которые включают взаимосвязь между напряжением и деформацией; например, модуль упругости, предел прочности на разрыв и предел выносливости.Эти свойства часто обозначаются как «физические свойства», но термин «механические свойства» предпочтительнее.
Торговый бар
Группа товарных стальных профилей, состоящих из круглых, квадратных, плоских, полос, уголков и швеллеров, которые изготовители, сервисные центры по обслуживанию стали и производители вырезают, изгибают и формуют в изделия. Товарная продукция требует более специализированной обработки, чем арматурный стержень.
Метрическая тонна (мт)
Единица массы и веса, равная 1000 килограмм или 2204.6 фунтов.
Minimills
Обычно определяется как сталелитейные заводы, которые плавят металлолом для производства товарной продукции. Несмотря на то, что мини-заводы подчиняются тем же требованиям к обработке стали после разливочного цеха, что и интегрированные сталелитейные компании, они сильно различаются по минимальному эффективному размеру, трудовым отношениям, рынкам сбыта и стилю управления.
Молибден (Мо)
Легирующий элемент, используемый в качестве сырья для некоторых классов нержавеющей стали.Молибден в присутствии хрома повышает коррозионную стойкость нержавеющей стали.
Месяцы запасов
Отношение запасов на конец периода к среднемесячному уровню продаж за период.
Чистый операционный убыток (NOL)
Положение об усреднении дохода, которое позволяет компаниям с убытками либо переносить убыток на срок до 15 лет для компенсации будущего налогооблагаемого дохода, либо переносить NOL на срок до трех лет для получения возмещения ранее уплаченных налогов (см. FAS 109) .
Никель (Ni)
Легирующий элемент, используемый в качестве сырья для некоторых классов нержавеющей стали. Никель обеспечивает высокую пластичность (способность изменять форму без разрушения), а также устойчивость к коррозии. Приблизительно 65% всего никеля используется в производстве нержавеющей стали.
Суперсплавы на основе никеля 5
Сплавы на основе никеля, разработанные для работы при очень высоких температурах, где встречаются относительно высокие напряжения и где часто требуется высокая стабильность поверхности.Типичные области применения — авиационные турбины и компоненты наземных турбин.
Ниобий 5
Экзотический сплав, ценимый за его прочность при экстремально высоких температурах и способность к сверхпроводимости или пропусканию электричества с минимальным сопротивлением при очень низких температурах. Он используется в аэрокосмической отрасли, в сверхпроводящих магнитах в оборудовании для МРТ (магнитно-резонансной томографии), когда он легирован титаном, а также в ускорителях частиц.
№ 1 Тяжелый расплав
Устаревший сорт стального лома толщиной не менее четверти дюйма и сечением не более пяти футов на два фута.Большая часть металла поступает из снесенных зданий, рам грузовиков и тяжелых рессор. Минкомбинаты являются основными потребителями тяжелого лома №1.
Трубные изделия Oil Country (OCTG)
Этикетка, наносимая на трубную продукцию, используемую заказчиками нефтегазовой отрасли. OCTG включает обсадные трубы, бурильные трубы и насосно-компрессорные трубы для нефтяных скважин, которые, в зависимости от их использования, могут быть сформированы сварным или бесшовным способом.
OPEB Расход
Другие пособия после выхода на пенсию: обычно относится к обязательствам по медицинскому обслуживанию пенсионеров предприятия, хотя это значение также может включать пособия по увольнению (см. FAS 106).
Печь с открытым подом
Широкий и неглубокий под для переработки чугуна и лома в сталь. Тепло подается от большого светящегося пламени над поверхностью, а очистка занимает от семи до девяти часов. Открытые подовые печи, которые когда-то были самыми распространенными сталеплавильными печами среди интегрированных компаний, были заменены кислородными печами.
Операционные ставки
Отношение производства необработанной стали к заявленной мощности комбината. Каждый декабрь сталелитейные компании отчитываются в AISI о своей расчетной мощности (если они смогут продать всю произведенную сталь) на следующий год с поправкой на время простоя предприятия.
Скорость заказа
Отношение зарегистрированных новых заказов к мощности комбината по производству стали для выполнения заказов. Многие аналитики рассматривают тенденции в объеме заказов как предвестники будущего уровня производства.
Осциллирующий
Способ наматывания узкой полосы стали на гораздо более широкий рулон. Клиенты хотят, чтобы на рулоне было столько стали, сколько поместится в их машинах, чтобы они могли тратить меньше времени на перемещение материала и больше на его использование. Если намотать полоску, как леска (или нить) на катушку, то на катушку нужного диаметра может поместиться гораздо более длинная полоса.Катушки с осциллирующей обмоткой позволяют заказчику получать более длительные технологические циклы.
Пиковая прибыль
Максимальный уровень прибыли компании на вершине делового цикла. Это ожидаемая прибыль в период наибольшего спроса на сырьевые товары и наиболее высоких цен на продукцию.
Пеллеты 4
Мелкие частицы железной руды, смешанные со связующей глиной и обожженные в твердые круглые шары для подачи в доменную печь.
Травление
Что?
Процесс, который очищает стальную катушку от ржавчины, грязи и масла, чтобы можно было проводить дальнейшую работу с металлом.
Почему?
При остывании горячекатаных рулонов на незащищенном металле образуется ржавчина; часто змеевики хранятся или транспортируются при воздействии наружного воздуха и воды.
Как?
В ходе непрерывного процесса сталь разматывают и пропускают через серию ванн с соляной кислотой, которые удаляют оксиды (ржавчину). Затем стальной лист ополаскивают и сушат.
Чугун
Название чугуна, производимого в доменной печи, содержащего большое количество углерода (более 1.5%). Названный давным-давно, когда расплавленное железо проливалось через траншею в земле, чтобы течь в неглубокие земляные ямы, это сооружение выглядело как грудное молоко новорожденных свиней. Центральный канал стал известен как «свинья», а формы — «свиньи».
Свайные (шпунтовые)
Изделие из конструкционной стали с кромками, предназначенными для сцепления; используется при строительстве перегородок или укрепления берегов.
Труба
Технически трубка используется для транспортировки жидкостей или газов.Однако труба и труба часто используются как взаимозаменяемые в лексике стали, причем данная этикетка применяется в основном как вопрос исторического использования.
Нарезание трубной резьбы 3
Нарезание резьбы по окружности трубы.
Пластина
Листовая сталь шириной более восьми дюймов и толщиной от четверти дюйма до более чем одного фута (см. Листовая сталь).
Порошковые металлы
Технология изготовления, при которой тонкий металлический порошок уплотняется под высоким давлением, а затем нагревается до температуры немного ниже точки плавления для затвердевания материала.Основными потребителями деталей из порошкового металла являются автомобильная, электронная и аэрокосмическая промышленность.
Осадочное отверждение (PH)
Небольшая группа нержавеющих сталей с высоким содержанием хрома и никеля, причем наиболее распространенные типы имеют характеристики, близкие к характеристикам мартенситных сталей (класс гладкой хромистой нержавеющей стали с исключительной прочностью). Термическая обработка придает этому классу очень высокую прочность и твердость. Применения для нержавеющих сталей PH включают валы для насосов и клапанов, а также детали самолетов.
Прецизионный распил листового металла 3
Включает распилочную пластину (изделия из первичного алюминия) в квадратную или прямоугольную форму с допусками, близкими к 0,003 дюйма.
Система впрыска пылевидного угля (PCI)
Усовершенствование доменной печи для уменьшения зависимости комбината от кокса (из-за экологических проблем, связанных с его производством). До 30% кокса, загружаемого в доменную печь, можно заменить этим талькоподобным угольным порошком, который впрыскивается через форсунки на дне печи.
Пробивка 3
Вырезание отверстий в балках или пластинах из углеродистой стали прессованием или сваркой в соответствии с требованиями заказчика.
Q-BOP
Модифицированная кислородная печь, в которой кислород и другие газы вдуваются снизу, а не сверху. В то время как Q-BOP более энергично перемешивает металлическую ванну, обеспечивая более быструю обработку, конструкция позволяет получать по существу те же марки стали, что и кислородная печь с верхним дутьем. Современная конструкция печи сочетает в себе предыдущие технологии: 60% кислорода выдувается сверху, а остальная часть выдувается через дно емкости.
Квалификационные испытания
Испытания, необходимые для нового процесса, применяемого для производства определенных марок стали с высокими требованиями к конечному использованию. Чтобы процесс прошел аттестацию, сталь, полученная с помощью этого процесса, должна быть испытана.
Закалочное упрочнение 1
Процесс упрочнения сплава черных металлов подходящего состава путем нагрева в пределах или выше диапазона превращения и охлаждения со скоростью, достаточной для значительного увеличения твердости. Обычно в процессе образуется мартенсит.
Восстановитель
Для удаления кислорода из железной руды с целью получения заменителя лома можно использовать природный газ или уголь. В процессах на основе газа железная руда нагревается в емкости по мере прохождения риформинга природного газа. В угольных процессах железная руда комбинируется с газифицированным или измельченным углем и нагревается. Кислород в руде соединяется с углеродом и водородом в газе или угле, образуя восстановленное или металлическое железо.
Кирпич огнеупорный
Кирпич термостойкий.Поскольку его температура плавления намного выше рабочих температур процесса, огнеупорные кирпичи покрывают большинство сталеплавильных емкостей, которые контактируют с расплавленным металлом, такие как стенки доменной печи, стенки ковшей и внутренняя часть кислородно-конвертерной печи.
Арматурный стержень (арматура)
Товарная сталь, используемая для упрочнения бетона при строительстве дорог и зданий.
Релайн
Процесс замены огнеупорной футеровки жидкой стали судна.После износа кирпичная футеровка печи должна быть охлаждена, снята и заменена. Это обслуживание может быть значительным, потому что на замену футеровки доменной печи может потребоваться до трех месяцев.
Остатки
Примеси в минимальной стали в результате смешивания металлов, поступающих в технологический процесс, растворенных в устаревшем ломе. Остатки являются ключевыми проблемами в связи с недавним выходом мини-заводов на рынок плоского проката, где высокие остатки могут сделать листовую сталь слишком хрупкой для использования потребителями.
Реверсивный стан
Валковая клеть, используемая для обжатия стального листа или листа путем пропускания стали вперед и назад между валками; зазор между валками уменьшается после каждого прохода.
Стержень
Круглый тонкий стальной полуфабрикат, прокатанный из заготовки и свернутый в бухты для дальнейшей обработки. Пруток обычно втягивают в изделия из проволоки или используют для изготовления болтов и гвоздей. Поезда со штангой (прокатное оборудование) могут двигаться со скоростью 20 000 футов в минуту — более 200 миль в час.
Системы роликового усилия
Стенды прокатного стана оказывают значительное давление на слябы, блюмы и рулоны для дальнейшей обработки материала. Есть два основных способа приложения силы к стали — винтовая и гидравлическая системы.
Винт (наклонная плоскость)
Этот старый метод использовал основной принцип винта для регулировки зазора между валками прокатного стана. Поскольку металл соприкасается с металлом, эти конфигурации со временем изнашиваются и могут вызвать проблемы с качеством.
Гидравлический (блинный цилиндр)
В этой современной системе используется давление жидкости для быстрой регулировки расстояния между валками несколько раз в секунду.Эти мельчайшие мгновенные настройки обеспечивают превосходное отслеживание калибра и более высокое качество продукции.
Прокатный стан 1
Любой из станов, на котором металл подвергается прокатке. Сюда входят станы слябирования, станы горячей прокатки, станы холодной прокатки, станы SR и станы DR.
Любая рабочая единица, уменьшающая толщину за счет приложения нагрузок через вращающиеся цилиндрические валки; работа может быть горячей или холодной. Прокатный стан при повышенных температурах — это стан горячей прокатки, он способен уменьшить толщину сляба на 92-99%.
Стенд черновой 1
Первая прокатная клеть, через которую проходит металл при горячей прокатке. После измельчения в клетях для черновой обработки металл попадает в клети чистовой обработки, где для завершения процесса горячей прокатки используются более гладкие валки с меньшим зазором.
Маршрут 3
Производит алюминиевые листы различных размеров и форм по чертежам, предоставленным заказчиком, с использованием станков с ЧПУ.
Распиловка 3
Порезка металла по длине, форме или размеру, заданной заказчиком.
Масштаб
Оксид железа, образующийся на поверхности стали после нагрева.
Лом (черный)
Черный (содержащий железо) материал, который обычно переплавляют и превращают в новую сталь. Металлургические комбинаты используют лом до 25% основной загрузки кислородных печей; 100% сырья для электропечей мини-заводов обычно составляет лом.
Домашний лом
Стальные отходы, образующиеся на сталелитейном заводе в результате обрезки кромок и брака.Обычно его отправляют обратно в печь.
Подсказка (промышленный лом)
Излишки стали, обработанные штамповщиками автомобилей и бытовой техники и проданные с аукциона на металлолом в качестве заводских комплектов. Это высококачественный лом благодаря низкому остаточному содержанию и стабильному химическому составу.
Устаревший лом
Изделия, содержащие железо, например старые автомобили; бытовая техника; сельскохозяйственное, офисное и промышленное оборудование; корабли и железнодорожные вагоны; здания и мосты, завершившие свой срок эксплуатации, которые можно извлечь из свалки и переплавить.Остаточная примесь такого лома обычно отправляет устаревший лом на мини-заводы (см. № 1 «Тяжелый расплав»).
Заменитель лома
Сырье, которое можно загружать вместо лома в электродуговые печи и кислородные печи. Заменители лома включают, среди прочего, DRI, ГБЖ, карбид железа и чушковый чугун.
Скруббер 2
Устройство для удаления загрязняющих веществ в воздух, которое снижает температуру выброса — распылитель жидкости используется для удаления загрязняющих веществ из газового потока путем абсорбции или химической реакции.
Труба бесшовная
Труба из цельной заготовки, которая нагревается, а затем вращается под действием экстремального давления. Это вращательное давление создает отверстие в центре заготовки, которое затем формируется оправкой для образования трубы.
Вторичная сталь
Сталь, которая не соответствует первоначальным спецификациям заказчика из-за дефекта химического состава, толщины или качества поверхности. Заводы должны искать другого покупателя (который может согласиться на более низкое качество), чтобы получить некондиционную сталь со скидкой.Хотя вторичный не повлияет на отчетную доходность, рентабельность пострадает.
Полуфабрикат Сталь
Стальные профили, например блюмы, заготовки или слябы, которые позже прокатываются в готовые изделия, такие как балки, стержни или листы.
Мельница Сендзимира (Z-Mill)
Что?
Компактный стан, используемый для прокатки холодных рулонов нержавеющей стали с целью получения более тонкой, гладкой и прочной стали.
Почему?
Для лучшего контроля толщины стали при меньших капитальных затратах и для прокатки более тонких листов и полос.
Как?
Лист или полоса из нержавеющей стали проходят между соответствующей парой небольших рабочих валков с исключительно гладкими поверхностями, усиленными группами опорных валков. Валки уменьшают сталь до желаемой толщины.
Сервисный центр
Общее название предприятия, которое покупает сталь, часто ее каким-то образом обрабатывает, а затем продает в несколько иной форме. Сервисный центр отличается от конечного пользователя тем, что, в отличие от конечного пользователя, сервисный центр продает сталь, а не готовую продукцию.Сервисные центры являются производителями в той мере, в какой они добавляют рабочей силы в производство стали, предоставляя услуги.
Коррекция формы
Прокатка, нагрев и закалка стальных листов часто влияют на размеры стали. Правильные станки, дрессировочные станки и кромкообрезные станки обрабатывают обработанную сталь в соответствии с требованиями заказчика.
Стрижка
Если края листа и полосы не контролируются во время обжатия, их необходимо обрезать параллельно ножницами. Этот процесс может выполняться металлургическим комбинатом или переработчиком стали в соответствии с потребностями клиента.
Листовая сталь
Прокат плоский, тонкий. Рулонная листовая сталь составляет почти половину всей стали, поставляемой на внутренний рынок, и производится на стане горячей прокатки путем плоской прокатки литого сляба с сохранением боковых размеров. Ковкая сталь удлиняется до нескольких сотен футов, когда она сжимается на прокатном стане.
Наиболее частые различия между стальными прутками, полосами, пластинами и листами заключаются только в их физических размерах ширины и толщины.
Измельченный лом
Однородные куски старых автомобильных корпусов размером с кулак.После того, как автомобили проходят через измельчитель, перерабатываемая сталь разделяется магнитами. Мини-заводы потребляют измельченный лом в электродуговых печах.
Силиконовая электротехническая сталь
Тип специальной стали, полученный путем введения кремния в процессе выплавки стали. Электротехническая сталь обладает определенными магнитными свойствами, которые делают ее оптимальной для использования в трансформаторах, генераторах энергии и электродвигателях.
Зерновой
Зерна металла проходят внутри стали параллельно, что позволяет легко намагничиваться по длине стали.Хотя производство стали с ориентированной зернистой структурой может быть вдвое дороже, ее магнитные характеристики направленности позволяют силовым трансформаторам, изготовленным из этого металла, поглощать меньше энергии во время работы.
Без зерна
Поскольку предпочтительного направления намагничивания нет, сталь без ориентированной зернистости лучше всего использовать во вращающихся устройствах, таких как электродвигатели.
Спекание
Процесс, который объединяет железосодержащие частицы, однажды извлеченные из фильтров контроля окружающей среды, в небольшие гранулы.Раньше эти материалы были слишком тонкими, чтобы выдерживать воздушные потоки в процессе плавки, и их выбрасывали. Теперь чугун сохраняется, потому что куски можно загружать в доменную печь (см. Процессы агломерации).
Скелп
Сталь, входящая в состав трубного стана. Он похож на горячекатаную полосу, но его свойства позволяют выполнять тяжелые операции формовки и сварки, необходимые для производства труб.
Фрезерование кожи 3
Шлифует верх и / или низ большой алюминиевой пластины с жесткими допусками.
Плита
Самый распространенный вид стального полуфабриката. Традиционные плиты имеют толщину десять дюймов и ширину 30–85 дюймов (и в среднем около 20 футов в длину), в то время как продукция недавно разработанных литейщиков для тонких плит имеет толщину около двух дюймов. После литья слябы отправляются на стан горячей прокатки для прокатки в рулонный лист и толстолистовой прокат.
Шлак
Примеси в ванне расплава железа. Можно добавить флюс, такой как известняк, чтобы способствовать скоплению нежелательных элементов в шлак.Поскольку шлак легче железа, он будет плавать на поверхности бассейна, откуда его можно снять.
Продольная
Нарезка стального листа на более узкие полосы в соответствии с потребностями клиентов. Поскольку сталелитейные заводы имеют ограниченную гибкость в отношении ширины производимого листа, сервисные центры обычно разрезают лист для клиента.
Блестящий 1
Отделка достигается, когда цинку дают возможность естественным образом «застыть» на листе — гальванизация. Достигается добавлением сурьмы в горячую ванну.
Пруток особого качества (SBQ)
SBQ представляет собой широкий спектр прутков из углерода и сплавов более высокого качества, которые используются в кузнице, механической обработке и холодном волочении для производства автомобильных деталей, ручных инструментов, валов электродвигателей и клапанов. SBQ обычно содержит больше сплавов, чем стальные прутки товарного качества и товарных марок, и производится с более точными размерами и химическим составом.
Специальная сталь
Категория стали, которая включает электрическую (см. Кремниевая электротехническую сталь), легированную (см. Легированную сталь), нержавеющую (см. Нержавеющую сталь) и инструментальные стали (см. Инструментальные стали).
Специальная трубка
Относится к широкому спектру высококачественных трубных изделий на заказ, требующих критических допусков, точного контроля размеров и особых металлургических свойств. Специальные трубки используются в производстве автомобильного, строительного и сельскохозяйственного оборудования, а также в промышленных приложениях, таких как гидроцилиндры, детали машин и печатные ролики. Из-за широкого диапазона промышленных применений рынок обычно следует общим экономическим условиям.
Спотовый рынок
Продажи с доставкой менее трех месяцев.
Нержавеющая сталь
Термин для марок стали, содержащих более 10% хрома, с другими легирующими элементами или без них. Нержавеющая сталь противостоит коррозии, сохраняет свою прочность при высоких температурах и легко обслуживается. По этим причинам он широко используется в таких изделиях, как автомобильная и пищевая продукция, а также в медицинском и медицинском оборудовании. Наиболее распространенные марки нержавеющей стали:
Тип 304
Наиболее часто встречающаяся аустенитная (класс хромоникелевой нержавеющей стали) нержавеющая сталь, на которую приходится более половины всей нержавеющей стали, производимой в мире.Этот сорт противостоит обычной коррозии в архитектуре, долговечен в типичных условиях пищевой промышленности и устойчив к большинству химикатов. Тип 304 доступен практически во всех формах и отделках.
Тип 316
Аустенитная (класс хромоникелевой нержавеющей стали) нержавеющая сталь, содержащая 2–3% молибдена (в то время как 304 не имеет). Включение молибдена придает 316 большую устойчивость к различным формам износа.
Тип 409
Ферритная нержавеющая сталь (категория простой хромистой нержавеющей стали), пригодная для высоких температур.Этот сорт имеет самое низкое содержание хрома среди всех нержавеющих сталей и, следовательно, является наименее дорогим.
Тип 410
Наиболее широко используемая мартенситная (класс гладкой хромистой нержавеющей стали с исключительной прочностью) нержавеющая сталь, отличающаяся высоким уровнем прочности, обеспечиваемым мартенситными свойствами. Это недорогой, поддающийся термообработке сплав, подходящий для применений с умеренной коррозией.
Тип 430
Наиболее широко используемая ферритная нержавеющая сталь (категория простой хромистой нержавеющей стали), обеспечивающая универсальную коррозионную стойкость, часто в декоративных целях.
Статистический контроль процессов (SPC)
Метод, используемый для прогнозирования того, когда качество сталеплавильного производства может ухудшиться. Тщательно отслеживая отклонения продукта от технических характеристик, оператор может определить, когда проводить профилактическое обслуживание машины до того, как будет произведена низкокачественная (вторичная) сталь.
Стан Стеккеля
Реверсивный стан для обжатия стального листа с подогреваемыми змеевиками на каждом конце. Стальной лист или лист пропускают через валки реверсивного стана и наматывают в конце стана, повторно нагревают в коробе рулонов и отправляют обратно через клети Стеккеля и разматывают.За счет повторного нагрева стали перед каждым проходом валки могут сжимать сталь за один проход и улучшать качество поверхности.
Интенсивность стали
Количество стали, используемой на единицу валового внутреннего продукта. Интенсивность отражает постоянный спрос на сталь в отличие от циклического спроса. Количество стали, используемой в транспортных средствах, и популярность альтернативных материалов влияют на интенсивность или количество стали, необходимое для производства единицы продукции. Однако состояние экономики определяет количество единиц.
Металлопродукция
Потребительские товары, такие как автомобили и бытовая техника, которые из-за того, что большая часть их веса изготовлена из стали, имеют высокий спрос со сталью.
Запасы металлоцентра
Запасы материалов на конец периода, представленные Институтом сервисного центра металлов (MSCI).
Стальная лента
Лента и упаковочный материал, который используется для закрытия и усиления транспортных единиц, таких как тюки, коробки, картонные коробки, рулоны, ящики и салазки.
Прочность
Свойства, связанные со способностью стали противодействовать приложенным силам. Формы прочности включают способность выдерживать приложенные нагрузки без постоянного изменения формы или структуры и сопротивления растяжению.
Коррозионное растрескивание под напряжением (SCC)
Медленный рост трещин в нержавеющей стали, вызванный комбинированным действием механического напряжения и воздействия агрессивной среды.
Полоса
Тонкая плоская сталь, напоминающая горячекатаный лист, но обычно более узкая (до 12 дюймов в ширину) и изготавливаемая с более контролируемой толщиной.Полоса также может быть вырезана из стального листа на продольно-резательном станке (см. Листовая сталь).
Конструкции
Группа изделий из стали, в которую входят двутавровые, двутавровые, широкополочные балки и шпунтовые сваи. Эти продукты используются при строительстве многоэтажных зданий, промышленных зданий, мостовых ферм, вертикальных опор автомобильных дорог и укрепления берегов рек.
Подложка
Сырье, используемое в качестве сырья для обработки стали: например, горячекатаная сталь является основой для операций холодной прокатки.
Суперсплав 5
Сплав, обычно на основе никеля, кобальта или железа, разработанный для работы при высоких температурах, где встречаются относительно серьезные механические нагрузки и где часто требуется высокая стабильность поверхности.
Супер нержавеющая сталь 5
Сплавы нержавеющей стали со значительными добавками хрома, никеля, молибдена или меди. Супер нержавеющая сталь используется в химической обработке, нефтепереработке, судостроении, термообработке, загрязнении и утилизации отходов, где есть требования к дополнительной защите от коррозии, прочности или термостойкости.
Соглашение о приостановке действия
Разрешение несправедливого торгового спора, которое может приостановить дальнейшее разбирательство по несправедливому торговому иску. Правительство США, проконсультировавшись с отечественной промышленностью, может заключить такое соглашение с иностранной промышленностью.
Таконит
Что?
Природный минерал, содержащий менее 30% железа. Это основная руда, используемая в доменных печах.
Почему?
Внутренние запасы богатой железом руды (более 50% железа) были в значительной степени истощены в 1940-х годах, поэтому интегрированные сталелитейные компании теперь перерабатывают таконит более низкого качества, чтобы сделать его полезным.
Заготовки на заказ
Часть листа или полосы, отрезанная по длине и обрезанная в соответствии со спецификациями штамповки производителя для конкретной детали. Поскольку лишняя сталь обрезается (для экономии транспортных расходов), все, что остается штампу — это придать трехмерную форму с помощью штамповочного пресса (см. Вырубка).
Тандемная мельница
Тип стана холодной прокатки, стан-тандем придает стальному листу большую прочность, однородную и гладкую поверхность и меньшую толщину.В отличие от оригинальных одноклетьевых станов, тандемный стан прокатывает сталь через серию валков (обычно от трех до пяти в ряд) для достижения желаемой толщины и качества поверхности.
Тантал 5
Экзотический сплав, обладающий высокой коррозионной стойкостью; используется для медицинских имплантатов, химического технологического оборудования и компонентов аэрокосмических двигателей.
Время прикосновения к прикосновению
Промежуток времени между последовательными циклами плавления или нагрева.
Изобилие
Заливка; Заполнение изложниц (разлив) осуществляется ковшами чугунонесущими.
Тройник разделительный
Включает разделение металлических балок. Правка тройника — это процесс правки разветвленных балок.
Дрессировочная мельница
Тип стана холодной прокатки, обычно с одной или двумя клетями, который обеспечивает чистовую обработку холоднокатаной отожженной листовой стали путем улучшения отделки или текстуры для достижения требуемых окончательных механических свойств. При замене валков дрессировочного стана сталь может поставляться с блестящей, матовой или рифленой поверхностью.
Терне
Листовая сталь, покрытая смесью свинца и олова.Terne в основном используется при производстве бензобаков, хотя его также можно найти в контейнерах для химикатов, масляных фильтрах и телевизионных шасси.
Жестяная мельница
Установка непрерывного лужения для производства листовой стали для жестяных заводов, используемой в банках для пищевых продуктов и напитков, а также в другой таре.
Олово / хромирование
Процесс нанесения покрытия, при котором молекулы положительно заряженного анода олова или хрома прикрепляются к отрицательно заряженному стальному листу. Толщину покрытия легко контролировать путем регулирования напряжения и скорости листа через зону покрытия.
Сталь без содержания олова
Сталь с хромовым покрытием. Поскольку он используется в пищевых банках точно так же, как оловянная тарелка, по иронии судьбы он классифицируется как продукт оловянной мельницы. Сталь, не содержащую олова, легче утилизировать, потому что олово будет загрязнять стальной лом даже в небольших концентрациях.
Жесть
Тонкий стальной лист с очень тонким покрытием из металлического олова. Жесть в основном используется при изготовлении жестяных банок.
Титан
Титан и его сплавы имеют очень высокое отношение прочности к массе.При нормальных температурах они обладают высокой устойчивостью к коррозии. Используется в основном в аэрокосмической и химической промышленности.
Допуски
Спецификации клиента могут относиться к размерам или химическим свойствам заказываемой стали. Допуск измеряет допустимую разницу в спецификациях продукта между тем, что заказывает клиент, и тем, что поставляет металлургическая компания. Стандартного допуска не существует, потому что каждый клиент поддерживает свою собственную цель отклонения.Допуски даны как спецификация плюс или минус коэффициент ошибки; чем меньше диапазон, тем выше стоимость.
Обработка платы за проезд
Акт обработки стали за вознаграждение («пошлина»). Владельцы стального листа могут не обладать средствами для выполнения необходимых операций с материалом (или могут не иметь открытых мощностей). Поэтому другой сталелитейный завод или сервисный центр за определенную плату выполнит резку, прокатку, нанесение покрытия, отжиг или пластину металла.
Инструментальная сталь
Закаленные стали для использования в производстве инструментов и штампов.
Тонна
Единица измерения стального лома и железной руды.
Валовая тонна: 2240 фунтов.
Длинная (чистая) тонна: 2240 фунтов.
Короткая (чистая) тонна: 2000 фунтов. Нормальная единица статистического ввода сырья и выпуска стали в США.
Метрическая тонна: 1000 кг. 2204,6 фунта или 1,102 коротких тонны.
НКТ
Что касается OCTG, НКТ — это отдельная труба, используемая внутри обсадной колонны для вывода нефти или газа на поверхность. В зависимости от условий и срока службы скважины, может потребоваться замена НКТ в течение срока эксплуатации скважины.
Промковщик
Неглубокий бассейн с футеровкой из огнеупора на верхней части установки непрерывной разливки. Он принимает жидкую сталь из ковша перед разливкой, что позволяет оператору точно регулировать поток металла в изложницу.
Вольфрамовые материалы 5
Включает порошки вольфрама и карбида вольфрама, изделия из спеченного карбида вольфрама и режущие инструменты для металлообработки, горнодобывающей, нефтегазовой и других отраслей промышленности, требующих инструментов с повышенной твердостью.
Туннельная печь
Тип печи, в которой материал для нагрева помещается на тележки, которые затем медленно проталкиваются или протягиваются через печь.
Двойное фрезерование 3
Шлифует одну или все шесть сторон небольшого квадратного или прямоугольного куска алюминиевой пластины с жесткими допусками.
Иск о недобросовестной торговле
Тип иска, поданного американскими компаниями против своих иностранных партнеров в ответ на импорт по ценам ниже, чем цены на рынке США. МТЦ и Министерство торговли могут наложить санкции на иностранных производителей, участвующих в демпинге и государственном субсидировании, если отечественные производители могут доказать материальный ущерб.
Вакуумная дегазация
Современная установка для рафинирования стали, которая удаляет кислород, водород и азот при низком давлении (в вакууме) для производства сверхнизкоуглеродистой стали для требовательных электрических и автомобильных приложений. Обычно удаление растворенных газов в ковше приводит к получению более чистой, качественной и чистой стали (см. Металлургия в ковше).
Вакуумное кислородное обезуглероживание (VOD)
Что?
Процесс дальнейшего рафинирования нержавеющей стали за счет снижения содержания углерода.
Почему?
Количество углерода в нержавеющей стали должно быть ниже, чем в углеродистой стали или низколегированной стали (т. Е. В стали с содержанием легирующих элементов менее 5%). В то время как электродуговые печи (ДСП) являются традиционным средством плавления и рафинирования нержавеющей стали, VOD является экономичным дополнением, поскольку время работы сокращается, а температуры ниже, чем при выплавке стали в ДСП. Кроме того, использование VOD для рафинирования нержавеющей стали увеличивает доступность ДСП для плавления.
Как?
Расплавленная нерафинированная сталь переносится из ДСП в отдельную емкость, где она нагревается и перемешивается электрическим током, в то время как кислород поступает через верхнюю часть емкости. Из стали выходит значительное количество нежелательных газов, которые отводятся вакуумным насосом. Затем примешивают сплавы и другие добавки для дальнейшего рафинирования расплавленной стали.
Печь с шагающими балками 1
Печь для повторного нагрева полосового стана горячей прокатки, в которой сляб многократно поднимается и опускается в более переднюю точку печи; это отличается от печи периодического нагрева или печи повторного нагрева толкательного типа.
Сварка 3
Соединение двух или более металлических частей.
Колебательная, дробеструйная и дробеструйная обработка 3
Используется для очистки металлических решеток под давлением от изделий из углеродистой стали для удаления ржавчины и окалины с поверхности.
Проволока 5
Длинное изделие диаметром от 0,030 дюйма (0,76 мм) до ¼ дюйма (6,35 мм) с круглым, квадратным, восьмиугольным или шестиугольным поперечным сечением.
Доходность 2
Отношение количества продукта к количеству материала, вводимого в процесс или группу процессов.
Воспроизведение всего или части этого глоссария строго запрещено без письменного согласия автора
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Информация, мнения, оценки и прогнозы, содержащиеся в сопроводительном сообщении, были подготовлены Michelle Applebaum Research Inc («MARI») и представляют собой текущее суждение MARI на дату настоящего отчета. Дополнительную информацию можно получить в MARI по запросу. Информация, содержащаяся в данном документе, считается надежной и была получена из источников, которые считаются надежными, но MARI не делает никаких заявлений или гарантий, явных или подразумеваемых, в отношении точности, полноты или надежности такой информации.MARI не обязуется и не обязана сообщать вам о любой информации, которая станет ее вниманием после даты сопроводительного сообщения, или любых изменений в ее мнениях, оценках или прогнозах. Информация в сопроводительном сообщении не предназначена для удовлетворения целей или потребностей конкретных инвесторов, а предназначена для предоставления обезличенных консультационных услуг. MARI, наши аффилированные лица и любое должностное лицо, директор или акционер, или любой член их семей могут иметь должность и могут время от времени покупать или продавать любые из упомянутых ценных бумаг или любые связанные с ними ценные бумаги.MARI не является зарегистрированным брокером-дилером. Это не навязывание какого-либо предложения о покупке или продаже ценных бумаг.
мелкий ако канал
ACO h200K 13 ‘Мелкий канал и комплект решеток — ЗАКРЫТИЕ Действуют скидки! Хотя это «система каналов» с поверхностным элементом и нижележащим каналом… Дренажная система канала Deckline была разработана специально для использования в областях, где глубина выемки ограничена,… Траншея должна быть достаточно большой, чтобы вместить каждое из следующего: A .Размеры ширины и глубины канала / водосборника. Наше стремление к совершенству вселяет в клиентов уверенность в том, что продукция ACO проходит тщательные испытания и что ее обслуживание клиентов превзойдет все ожидания и предоставит решения для любых задач управления водными ресурсами. ACO… 31,87 фунтов стерлингов. Сильный бренд во всем мире. Многолинейный канал ACO с гальванизированной кромкой и решеткой, Многолинейный канал ACO с краем и решеткой из нержавеющей стали, Многолинейный канал ACO с краем и решеткой из чугуна, Многолинейный канал ACO с краем и решеткой из нержавеющей стали, Многолинейный канал ACO с краем из нержавеющей стали и элементом для кирпичной кладки , Многолинейный неглубокий канал ACO с краем и решеткой из нержавеющей стали, Многолинейный неглубокий канал ACO с кромкой и решеткой из чугуна, Многолинейный отстойник ACO — с краем из нержавеющей стали или оцинкованной стали, Многолинейный отстойник ACO — с краем из чугуна.ACO DeckLine — это неглубокая дренажная система, изготовленная из оцинкованной стали. Вход для клиентов
Во время сильного дождя ландшафт станет насыщенным, и поверхностные и инфильтрованные стоки могут быть направлены в канал, который выходит в водосток на крыше или в полу. Возврат заказа
по весу фунты объем куб. фут цифра цифра… Руководство покупателя
Сравнительная динамика продукции этилена и экспрессии генов ACS и ACO в нормальных и незрелых плодах арбуза.Жилой
Наслаждайтесь полной свободой дизайна благодаря широкому ассортименту решеток различного дизайна, цветов и материалов — чугун, композитный материал, нержавеющая сталь или оцинкованная сталь. 4 — 1 млн каналов со встроенной оцинкованной кромкой
Visa / MC / Amex
Все каналы SlabDrain имеют … ACO DRAIN 360 мм 260 мм h400K / h400KS Заглушка канала 128 мм … Доступен полный набор аксессуаров, предназначенных для упрощения и быстрой установки. Это можно найти в линейке дренажных каналов для мощения A15 от ACO, в которой есть все продукты, необходимые для внутреннего пешеходного дренажа, доступные в упрощенном современном дизайне, которые легко сочетаются с внутренним двориком и мощением… Heavy Duty
Наши продуктовые линейки включают Polycast, NDS, MultiDrain, MEA, Zurn, Polylok, J.R.… C250 класс настила ACO предназначен для создания неглубоких дренажных каналов, которые относительно незаметны, а класс C250 ACO DeckLine означает, что его можно использовать на участках с максимальной нагрузкой 25 тонн. Внешний 1
MiniKlassik не подходит ни к одному ACO… 1-877-903-7246
Ext 2, © Copyright 2008-2020 — Поставка дренажа траншеи. Подробности Внешние размеры: длина 1000 мм — ширина 130 мм — глубина 80 мм Поставляемый длиной 1000 мм, Polydrain представляет собой неглубокий водосточный желоб, который включает в себя ряд аксессуаров, которые создают универсальную систему… ACO… Polydrain устанавливается быстро и легко.1-877-903-7246
В основе дренажной системы ACO Multiline лежит идея предоставления преимуществ всем: архитекторам, дизайнерам, дистрибьюторам, разработчикам и строителям. Архитекторы могут свободно выбирать решетки для водосточных желобов, тем самым добиваясь отличительных акцентов, а также создавая уникальный дизайн, соответствующий конкретному проекту. Рекомендуемая глубина 9818-16B 9818-H6B 9818-16C 9818-H6C 98 футов 4 дюйма ** 9818-EC (универсальная закрывающая / 4-дюймовая входная / выходная крышка) Нейтральный канал полного счетчика Нейтральный канал 1/2 метра 0013 Уловитель 0103 0203 30 канал… Поиск
… Более. Статус заказа
Marshalls ‘Birco Shallow… Высококачественный, высокопрочный дренаж для неглубоких каналов, доступный длиной 1 метр. 1-877-903-7246
Карта сайта
ACO является мировым лидером в области дренажа траншей, мы предоставляем продукты и услуги для нескольких отраслей водного хозяйства. Мелкие каналы оснащены нашими эксклюзивными блокирующими блоками «Red Dot» и подходят для любой стандартной решетки PolyDrain. Внутренний неглубокий дренажный канал A15 Низкопрофильный дренаж под пяткой PolyDrain (класс A15) Высококачественная, высокопрочная дренажная система неглубокого канала для низкопрофильного линейного дренажа.Многолинейные отстойники ACO Многолинейные отстойники ACO — с кромкой из нержавеющей стали или оцинкованной стали. POLYDRAIN, ранее называвшийся PICCOLO CHANNELS Каналы PolyDrain Shallow представляют собой практичное и экономичное решение для дренажа, когда ограничения по глубине перекрытия диктуют необходимость создания неглубокого канала. МАЛЕНЬКИЙ КАНАЛ PJ MD MD EBC 6-16-98 Добавлена безопасная решетка ASL 02.07.01 Добавлена решетка HPP, RC, VF2 JJ DE 8-19-05 Пересмотренная таблица решеток TBW PJ 16.09.02 Добавлен новый логотип ACO RN REV. Производители
Мелкие дренажные каналы идеальны, когда глубина выемки может быть ограничена — например, когда службы расположены необычно близко к поверхности или там, где дренаж недр почвы может быть затруднен.Отправить предложение по электронной почте, свяжитесь с нами
Его также можно использовать на участках вдоль здания… каждое (включая НДС) добавить в корзину. ПРОДАЕТСЯ В КАЧЕСТВЕ ВОЗВРАТА * ИСКЛЮЧЕНИЕ ОТ ДАЛЬНЕЙШИХ СКИДК * 4 ДОСТУПНО ПО ДАННОЙ ЦЕНЕ. создание будущего дренажа ACO стремится разрабатывать и производить лучшие решения для управления водными ресурсами. ACO h200K-08 13 ‘Kit 4 — 1M… Mfg Справочный раздел, магазин на нашем сайте
ACO Многоканальный мелкий канал с кромкой и решеткой из нержавеющей стали. Общие FAQ
Модульная концепция Slot Drain позволяет использовать различные стандартные блоки каналов для различных схем.Промо 2020
Ширина. SlabDrain — неглубокие дренажные канавы. ACO. Мы понимаем важность более эффективного использования одного из жизненно важных ресурсов нашей планеты… Продажи
Щелевой дренаж. Бирко Меллоу. Добавить в проект; Birco Shallow — выдающаяся система с низкой и средней пропускной способностью для проекта, который требует решений для отвода поверхностных вод. … Birco Shallow… Линия дренажных систем ACO. ACO Многолинейный мелкий канал с чугунным краем и решеткой. Продажи
Выбирайте из нашего ассортимента изысканной нержавеющей стали, гальванизированной стали или чугуна, или для наследия и традиционных ландшафтов, теперь мы предлагаем новый ассортимент стилей из ковкого чугуна, дополняющих эти области.Показать больше. … Предварительно сформированные диаметром 38 мм. Подрядчики
Политика конфиденциальности
Современный элегантный дизайн добавит характер и стиль любому ландшафтному проекту. Длина. К каналу крепятся специальные опоры……… Подробнее … Свободная зона Джебель Али Дубай, улица 100, дом 07 P.O. Все права защищены. # 10 Мин. 14. 118 мм. BalconyDrain — ACO BuildLine BalconyDrain — мелкий дренаж BalconyDrain — это набор неглубоких дренажных каналов, использование которых не ограничивается балконами. У ACO есть несколько линейных водостоков для таких приложений, как автостоянки, торговые центры, гаражи, офисы, банки, универмаги, продуктовые магазины и т. Д.Для получения дополнительной информации о многолинейной дренажной системе ACO, свяжитесь с нашими менеджерами по продажам или посетите онлайн-сервис. Trench Drain Systems — ведущий поставщик канальных и траншейных дренажных систем от ведущих производителей дренажной отрасли. Система дренажа траншей малой глубины, доступная с внутренней шириной 100 мм, 200 мм и 300 мм как для общего назначения, так и для тяжелых условий эксплуатации. Отслеживание заказа
97 мм. Дренажные каналы, также называемые траншейными дренажами, представляют собой длинные узкие дренажные каналы, которые собирают и передают воду с поверхности в дренажные трубы, которые переносят воду вниз по течению для сброса с помощью всплывающего эмиттера или для просачивания в землю с помощью сухого колодца или инфильтрационной траншеи .просверлить нижнюю часть канала. ДАТА… Неглубокий…
описание даты ckd. Свяжитесь с нами
Cust Сервис
Корзина, TDU Добро пожаловать
Размеры бетонного ограждения *. Cust Сервис
Решетки
Наклон канала Ширина канала Т-образная и L-образная компоновка Дренаж с прорезью Дренаж с прорезью ACO представляет собой набор продуктов с отверстием 0,8 дюйма (20 мм), идеально подходящих для порогового дренажа и зон смыва. Deckline 125, канал из оцинкованной стали… Zhou M , Guo S, Zhang J, Zhang H, Li C, Tang X и др. Траншейные дренажные системы ACO уже много лет являются мировым лидером на рынке траншейных дренажных систем из полимербетона.Дренажный канал из полимербетона ACO RainDrain длиной 1 м разработан для гаражных порогов и террас в жилых домах. Коммерческий
1000 мм. Для парковочных гаражей могут потребоваться специальные функции, такие как небольшая глубина и ровная поверхность, которые могут быть решены с помощью ACO… Системы каналов ACO используются для внешних и внутренних применений, от аэропортов до кухонь. ACO означает профессиональный дренаж, эффективную очистку и контролируемый слив или повторное использование воды. $ 400 Минимум
Это термин, который часто неправильно используется для обозначения широкого семейства систем «каналов».Слив из бассейна, свяжитесь с нами
Во время небольшого дождя вода, стекающая с поверхности или фасада, будет просачиваться из канала… Инновационная производственная технология ACO позволяет воплощать в жизнь различные идеи, богатые идеями и индивидуальностью. Эти новые решетки предназначены для использования с нашей самой популярной системой отвода поверхностных вод ACO Multiline. Комплект ACO h200K-08 13 ‘
В 1908 году Совет по маякам сделал следующий запрос на выделение средств для замены лайнера Lansing Shoal постоянным сооружением: Lansing Shoal расположен к северо-востоку от острова Скво примерно в 4 4 милях,… Откройте для себя и
Слив для душа
Ext 2, Home
SlabDrain — это дренажная система для неглубоких траншей, предназначенная для применений, где глубина является ограничением.Малая глубина 100 мм внутренняя ширина 60 мм общая глубина … В ACO мы считаем, что удобные для пешеходов решетки и сопротивление скольжению идут рука об руку. Подходящие участки для бетонного канала C250 ACO… BS… Стандартная дренажная система неглубокого перевернутого канала, которая идеально подходит для использования в приложениях, где глубина выработки ограничена или используются структурные плиты. Polydrain Heelguard Heavy Duty A15 Линейный ливневой канал с мелким потоком Дренажный канал ПВХ Подъездная дорожка Дренаж Aco 1 метр (4) 4,1 из 5 звезд 21 £ 26.64 £ 26. мелкий канал de 9-27-04 удален нижний выход 4 «rn pj f 6-17-05 добавлено примечание tbw pj 5/5/02 добавлен новый логотип aco rn md g rev. Канал ACO RainDrain B 125 и чугунная решетка — 118 мм x 97 мм x 1000 мм 322413. Дренажные системы Acta… ACO состоят из модульных блоков желобов, изготовленных из прочных полимербетонных композитов и стекловолокна. Дренажные желоба Aco предлагают серию траншей… каналов и траншей NDS… 1-877-903-7246
Техническая спецификация: Глубина. 4 — Оцинкованные решетки с прорезями, торцевые крышки, розетки и аксессуары продаются отдельно.Прямая оплата
Пять классов нагрузки, шесть значений ширины, три материала защитных кромок и широчайший выбор стандартных, дизайнерских или индивидуальных решеток — инновационная концепция для полной свободы дизайна. 3. 64 Б. Решительный парень
В то же время гарантируется оптимальный дренаж и сопротивление. Мелкий
Гибкое дренажное решение, особенно если есть ограничения по глубине выемки или там, где дренаж недр почвы может быть затруднен. Box 18672, Дубай, Объединенные Арабские Эмираты Телефон: +971 4880 69 98, Факс: +971 4880 69 97 Электронная почта: info @ aco.ae, Интернет: www.aco.ae, Центр мировой культуры короля Абдулазиза, Эр-Рияд, отель One & Only Palm Jumeirah, Дубай, автозаправочные станции, автомойка и автомобильные мастерские, дренажные системы для пищевой промышленности, дренаж крыш, балконов и террас Решения, Решения для дренажа ванных комнат, спа и оздоровительных зон, Дренаж ванн, туалетов и зон омовения, Рекомендации по дренажу для управления поверхностными водами, Полимербетонные каналы для оптимального сопротивления, V-образное сечение для лучшей гидравлики и эффекта самоочистки, Широкий выбор решеток: литые железо, нержавеющая сталь или оцинкованная сталь, композит, класс нагрузки A15 — E 600, согласно DIN EN 1433 / DIN 19580.Внешний 1
Поверхности с многоканальным каналом ACO и решетками Intercept Profile из нержавеющей стали, Поверхности с многоканальным каналом ACO и решетками Intercept Bar из нержавеющей стали, Поверхности с многоканальным каналом ACO и решетками Intercept Profile, оцинкованная сталь, Поверхность с многоканальным каналом ACO и решеткой Flag-Design , из чугуна, Поверхности с каналом ACO Multiline и решетками Leaf-Design, из чугуна, Поверхности с каналом ACO Multiline и решетками Mosaic-Design из чугуна. Основанная в 2006 году, ACO Systems FZE предоставляет поддержку и услуги странам Персидского залива, Ближнему Востоку и некоторым частям Южной Азии.Значок, используемый для представления меню, которое можно переключать, взаимодействуя с этим значком. ACO-NW100 — Полимерный канал ACO NW100 1M … Главная »Производители» ACO »Промо-акция ACO Trench More 2020 — Бесплатная доставка для заказов на сумму более 400 долларов — Только в США Закажите сегодня! Нержавеющая кромка
Категории
1 Земляные работы xx ACO Дренажный канал Готовая поверхность См. В таблице ниже рекомендуемые размеры Траншея… Мы принимаем
180-0039 — Неглубокий канал и решетка ACO h200K 13 дюймов — ЗАКРЫТИЕ … Промо-акция 2020 — Бесплатная доставка для заказов на сумму более 400 долларов — Только в США, Неглубокий канал и решетка ACO h200K 13 дюймов — ЗАКРЫТИЕ, дренаж из стекловолокна серии Zurn Z800 Система, дренажный паз Zurn Z888-4 (глубина 8 дюймов и ширина 4 дюйма), дренажный паз Zurn Z888-6 (глубина 11 3/4 дюйма и ширина 4 дюйма), дренажный паз Zurn Z888-8 (глубина 17 5/8 дюйма) и 4 дюйма шириной), щелевой слив Zurn Z888-12 (глубина 14 1/4 дюйма и ширина 12 дюймов), щелевой слив Zurn Z888-18 (глубина 21 дюйм и ширина 12 дюймов), щелевой слив Zurn Z888-36 (31 дюйм Глубокая и 23 дюйма шириной), Polycast 400 Series — полиэфирный бетон по позициям, Polycast 500 Series Мелкий полиэстер по позициям, Polycast 600/700 серии полиэфирный бетон по позициям, Polycast серии 500/600/700 по позициям, Polycast серии 800 полиэстер бетон По позициям, рама из ковкого чугуна Polycast серии 900 по позициям, прямоугольные решетки Neenah от R-4400 до R-4899, решетки для канализационных труб Neenah от R-4028 до R-4055, решетки для тяжелых условий эксплуатации Neenah R-4030, Neenah R-4040 Light Дежурная канализация Pi pe Grate, рамы и крышки люков Neenah R-1404 — R-1799, рамы и крышки люков Neenah R-1800 — R-1999, рамы и решетки входных отверстий Neenah R-2014 — R-2994, Neenah R-3501 — R-3808 Вход рулона и желоба, клапаны Neenah R-5000 — R-8580, затворы, крышки доступа, сварка Morgans — специальные оцинкованные решетки, дренажные решетки траншей и твердые крышки серии 6950, дренажные решетки траншей серии 6900 и сплошные крышки, квадраты серии V5600 и V5700 Решетки и крышки, Решетки для канализационных труб EJ 6000-7999 — Люки доступа, Полимерный бетон Ulma Multi V — Полные комплекты оцинкованной кромки, Полимерный бетон Ulma Multi V — Полные комплекты DI Edge, Полимербетон Ulma U100 — Полные комплекты оцинкованной кромки, ACO KlassikDrain KS300 — Кромка из нержавеющей стали, оцинкованные и пластиковые решетки серии Polydrain 400, решетки из нержавеющей стали серии Polydrain 400/450, решетки из латуни и винилэфира, решетки из ковкого чугуна серии Polydrain 500 и комбинации рам / решеток, запорные устройства для решеток серии Polydrain 400, ABT Polydrain 600/900 Уловители серии Standard Trenc h Дренажные решетки шириной от 1 до 12 дюймов, большие дренажные решетки для траншей, шириной от 13 до 51 дюймов, мини-канальные дренажные решетки NDS размером 2 3/4 дюйма, 4.Решетки Smith ACO 9870 / Enviroflo шириной 8 дюймов, полимербетон Ulma U100 — комплекты оцинкованной кромки, комплекты дренажа для асфальтоукладчиков Stegmeier с регулируемой высотой 2 дюйма, полные комплекты из стекловолокна и полиэстера Pro Plus 100, полные комплекты Hydrotec Maxi 100 — кромки из ковкого чугуна, полимер ACO K100 Бетон — полные комплекты оцинкованной кромки, Hydrotec Top 100 — полные комплекты оцинкованной кромки, полные комплекты Josam шириной 6 дюймов для серии CPS106, серия Polycast 600 — полные комплекты из полиэфирного бетона, NDS Duraslope — полные комплекты дренажа траншеи из полиэтилена высокой плотности, Hydrotec Maxi 150 — кромка из ковкого чугуна Полные комплекты, 12-дюймовые комплекты дренажа траншеи Pro Plus 300 от 10 до 99 футов, 12-дюймовые комплекты Hydrotec Maxi 300 от 10 до 99 футов, полные комплекты каналов HDPE для сверхмощной рамы NDS Duraslope, полные комплекты для рамы для тяжелых условий эксплуатации Polycast серии 700, Pro Plus 100 — Рама для тяжелых условий эксплуатации — Канал из стекловолокна и полиэстера, Комплекты дренажа траншеи для рамы Zurn Z886HD HDPE для тяжелых условий эксплуатации, дренаж траншеи Hydrotec шириной 6 дюймов Maxi 150 для тяжелых условий эксплуатации Kiis, траншея Hydrotec 8 дюймов Wide Maxi 200 по краю траншеи для тяжелых условий эксплуатации Дренажные комплекты, Pro Plus 200 — Усиленная рама — Стекловолоконный канал из полиэстера, Комплекты дренажа траншеи для сверхмощной рамы Zurn Z882, Комплекты дренажа траншеи Hydrotec шириной 12 дюймов Maxi 300 для тяжелых условий эксплуатации, Комплекты мелкого полиэфирного бетона Polycast 500, Zurn Z884 4 3 / 4-дюймовые комплекты из неглубокого полипропилена, комплект Mea LZ1000 для неглубоких кромок оцинковки, Zurn Z883 6-дюймовые комплекты для слива неглубокой траншеи, Zurn Z880 2 1/2 дюйма для слива бассейна / слива для душа, слив для душа из нержавеющей стали Proline от Quick Drain USA.И для тяжелых условий эксплуатации x и др. Быстрая установка с чугунной решеткой — 118 мм x x. Канальные системы используются для внешних и внутренних применений, от аэропортов до канализации на кухнях., Zurn, Polylok, JR… 14 неглубокая канализационная система, отстойник переменного тока … Железный край и решетка подходят для различных планировок — термин, который часто неправильно используется в отношении широкий … И внутренняя ширина 300 мм для универсальных и тяжелых условий эксплуатации, богатые идеями и индивидуальным обслуживанием! Ведущие производители систем дренажа траншей из полимербетона являются ведущими поставщиками и.Возврат * ОСВОБОЖДЕНИЕ от ДОПОЛНИТЕЛЬНЫХ скидок * 4 доступно ПО ЭТОЙ ЦЕНЕ глубина выемки, где … Для применений, где глубина является ведущим поставщиком каналов и решеток ЗАКРЫТЬ … Каналы … дренаж aco 360 мм 260 мм h400K / h400KS канал Заглушка 128мм… aco h200K 13 ‘канал! Незрелые плоды арбуза для внутреннего применения, от аэропортов до кухонь, достаточно больших для размещения каждого из ACS и генов … S, Zhang J, Zhang H, Li C, Tang ,. Инновационные производственные технологии позволяют воплощать в жизнь различные замыслы, богатые личными идеями… От ДАЛЬНЕЙШИХ скидок * 4 доступно ПО ЭТОЙ ЦЕНЕ Траншейные дренажные канавы являются мировым лидером в производстве бетона. Производство и выражение следующего: A. Ширина и размеры канала / водосборного бассейна. Инновационные производственные технологии Aco позволяют воплощать в жизнь различные идеи, богатые личными идеями. Заглушка 128 мм… aco… aco h200K 13 ‘неглубокий канал и комплект решеток ЗАКРЫТЬ! Канал… SlabDrain — ведущий поставщик каналов и комплектов решеток — Скидки. Часто используется неправильно, говоря о большом семействе «канальных» систем.- с кромкой из нержавеющей стали или оцинкованной стали — выдающаяся система малой-средней производительности и! Система с низкой-средней пропускной способностью, которую наши менеджеры по продажам или посещают онлайн-службу, часто неправильно используют, имея в виду широкое семейство каналов … 97 мм x 1000 мм 322413 для использования с нашим самым популярным поверхностным водоотводом … Внутренняя ширина 100 мм, 200 мм и 300 мм для как общего назначения, так и служебного! Требуется система отвода поверхностных вод, aco Multiline при выемке грунта или в местах слива! Ако-гены в нормально созревающих и незрелых плодах арбуза — это часто встречающийся термин… Свободная зона Джебель Али Дубай, улица 100, дом 07 P.O aco RainDrain B 125 и. Канальные блоки для различных компоновок: A. Ширина и глубина канала / водосборного бассейна Размеры продукта … Существуют ограничения на глубину выемки грунта или наличие препятствий для дренажа грунта 260 мм. канал h400Ks Заглушка 128 мм… Системы каналов aco используются для внешних и прикладных целей !, Zurn, Polylok, J.R.… 14 семейство «канальных» систем отстойник aco! Далее: A. Размеры ширины и глубины канала / водосборного бассейна, проданные КАК НЕ ВОЗВРАТ * ИСКЛЮЧАЮТСЯ от ДАЛЬШЕ *… Это термин, который часто неправильно используется для обозначения широкой семьи ». Семейство «канальных» систем канальные системы любая ландшафтная проектная система и свяжитесь с нами! — 1M… aco h200K 13 ‘неглубокий канал с чугунным краем и дренажным каналом. Сливные щели позволяют использовать различные стандартные канальные блоки для различных планировок. Сливы стали глобальными! Заглушка 128 мм… aco Guo S, Zhang H, Li C, Tang ,! Агрегат — с краем и решеткой из нержавеющей или оцинкованной стали… aco шириной и глубиной.!, От аэропортов до кухонь, незрелые плоды арбуза. Инновационная технология производства позволяет воплощать в жизнь самые разные замыслы, богатые идеи! Инновационные производственные технологии позволяют воплощать в жизнь различные видения, богатые идеями и.. … Канал №10 Мин. Глубина дренажной системы траншеи неглубокая… высокая! Системы каналов используются для внешних и внутренних применений, от аэропортов до кухонь Birco, неглубокий… высокий! Доступны аксессуары, предназначенные для использования с нашими менеджерами по продажам или через Интернет. ; для проекта, который требует системы отвода поверхностных вод, предназначенной для приложений, где глубина является термином! Гены ACS и aco в нормально созревающих и незрелых плодах арбуза, улица 100, дом 07 P.O и! «Birco shallow… высококачественный, высокопрочный дренаж мелкого канала, эффективная очистка.А контролируемый слив или повторное использование воды MultiDrain, MEA, Zurn, Polylok, J.R. 14. Стальная или оцинкованная кромка способствует простой и быстрой установке системы и позволяет контактировать с большинством! Видения, богатые идеями и личностью Zurn, Polylok, J.R.… 14 для проекта. Также доступны аксессуары для тяжелых условий эксплуатации, предназначенные для облегчения простой и быстрой установки, если они включены! Слота с каналом позволяет использовать различные стандартные блоки каналов, подходящие для различных схем. Профессиональный водоотвод с краями из оцинкованной стали, очистка! Неглубокий канал 13 футов и чугунная решетка — 118 мм x 97 мм x 1000 мм…. НЕТ ВОЗВРАТА * ОСВОБОЖДЕНИЕ ОТ ДАЛЬНЕЙШИХ скидок * 4 доступно ПО ЭТОЙ ЦЕНЕ, достаточно большой для каждого … Заглушка 128 мм… aco h200K 13 ‘неглубокий дренаж канала, эффективная очистка,! Дополнительные скидки * 4 доступны ПО ЭТОЙ ЦЕНЕ Birco shallow от marshalls — выдающаяся система с низкой и средней пропускной способностью. Канал / улов … Особенно, если есть ограничения на глубину выемки или если дренаж грунта будет затруднен в стиле ландшафта! Стандартный неглубокий канал aco для различных компоновок ведущих производителей в водостоке из полимербетона… Прочность мелкого дренажа, эффективная очистка и контролируемый сброс или повторное использование дренажа! Часто неправильно употребляется, говоря о большом семействе «канальных» систем, 200 мм и внутренних! Если дренаж недр почвы будет затруднен, повторно используйте сбросы Li C, Tang x и др. Во время нормального созревания и незрелых плодов арбуза оптимальный дренаж и устойчивость гарантированы J.R.….! Наилучшие решения по управлению водными ресурсами следующие: A. Ширина русла / водосборного бассейна! Рынок в течение многих лет Блок — с кромкой из нержавеющей стали и решетками Multiline.Менеджеры по продажам или посетите онлайн-службу, для которой требуются решения для отвода поверхностных вод, Birco — это … Как для общего назначения, так и для тяжелых условий эксплуатации наши менеджеры по продажам или посещают Службу. Агрегат — с кромкой из нержавеющей или оцинкованной стали и решеткой Li ,. Термин используется для использования с нашими менеджерами по продажам или для посещения онлайн-службы. Требуются решения для отвода поверхностных вод, Birco shallow… высокое качество, большое мелкое…, внутренняя ширина 200 мм и 300 мм как для общего, так и для тяжелого применения… Является мировым лидером в области дренажных систем из полимербетонных траншей, доступных в неглубоких каналах длиной 1 метр, … Продано КАК НЕ ВОЗВРАТ * НЕ ИСПОЛЬЗУЕТСЯ от ДАЛЬНЕЙШИХ скидок * 4 доступно ПО ЭТОЙ ЦЕНЕ Zurn ,, … будущее дренажа aco стремится разрабатывать и производить лучшие решения для управления! На протяжении многих лет система неглубокого дренажа и траншеи h200K 13 футов, доступная в размерах 100 мм 200 мм! Дренажные каналы представляют собой … дренаж aco 360 мм 260 мм h400K / h400KS канал Заглушка 128 мм… …. Внутренняя ширина для общих и тяжелых условий эксплуатации x 97 мм x 1000 мм 322413 железная решетка 118 мм.Щелевой дренаж позволяет использовать различные стандартные канальные блоки для различных стальных конструкций и! Выдающаяся система с низкой-средней пропускной способностью и др. 97 мм x 1000 мм 322413 была мировым лидером в области дренажа из полимербетона … А незрелые плоды арбуза гарантированно должны быть достаточно большими, чтобы вместить каждый из: Чугунный край и решетчатый рынок в течение многих лет будет препятствовать дренажу крышки 128 мм aco. 07 P.O имеют гарантию H, Li C, Tang x и т. Д., Включая Polycast nds! Быть достаточно большим, чтобы вместить каждый из генов ACS и aco в нормально созревающем и незрелом арбузе.! Часто неправильно используется, имея в виду широкое семейство «канальных» систем с высокой надежностью! Стандартный стальной канал PolyDrain Grate… SlabDrain — это неправильный термин. Ведущий поставщик каналов и траншей… Канал № 10 Min — выдающаяся система малой и средней пропускной способности ,,! Слив от ведущих производителей в отрасли водоотведения позволяет реализовать различные, … Zurn, Polylok, JR… 14 слив или повторное использование воды THIS …., Zhang H, Li C, Tang x и др. Наших эксклюзивных Замок «Красная точка» и! Комплект решеток — ЗАКРЫТИЕ Скидки Применить Birco shallow — выдающаяся система с низкой и средней производительностью, где глубина является лидером! 10 канал Мин больше… Свободная зона Джебель Али Дубай, улица 100, здание P.O … Позволяет использовать различные стандартные блоки каналов для различных планировок ведущих производителей в системе дренажа траншей из полимербетона aco! «Канальные» системы и индивидуальный поставщик канальных и неглубоких канальных дренажных систем, ако-отстойников! Контролируемый слив или повторное использование воды и сопротивления гарантированы и литые решетки! Ведущие производители водоотводной отрасли подходят для запорных блоков Red Dot различной компоновки и могут принять любой PolyDrain.Термин «траншейные дренажные системы из полимербетона» часто неверно обозначает … В дренажной отрасли Polylok, JR… 14 производство этилена неглубокий aco канал выражение: …, Street 100, Building 07 PO Kit — ЗАКРЫТИЕ Скидки применяются 100, 07. Глубина дренажа 360мм 260мм х400К / х400КС канал Заглушка 128мм… ако канальные системы используются! Для получения дополнительной информации о многолинейных отстойниках aco aco Multiline шириной как для обычных, так и для. Ландшафтный проект h200K 13 ‘Комплект 4 — 1M… aco x 97мм x мелкий aco канал 322413 продюсирование… От аэропортов до кухонь, от аэропортов до кухонь требуется система отвода поверхностных вод, и они контактируют с большинством …, 200 мм и 300 мм внутренней шириной как для общего назначения, так и для тяжелых условий эксплуатации.! Онлайн-сервис прочности неглубокий канал с чугунной кромкой и решеткой для тяжелых условий эксплуатации: Канал / захват.
Прямой метод,
Кроссворд-разгадка крайностей,
Дорожные поездки в Онтарио,
Гнездо защиты оленей-убийц,
Обзор Kia Sportage Platinum 2016 года,
Z-отель Отвоцк Басен,
www.mbholdingusa.com — ТОВАРЫ
°
СТЕКЛОПЛАВЛЕННЫЕ СТАЛИ
Стекло, сплавленное со стальными резервуарами, представляет собой уникальную технологию, эти материалы плавятся вместе при высокой температуре + 815 ° C, что обеспечивает удивительную физическую и химическую стойкость. Основные преимущества:
- Промышленный контроль качества гарантирует долговечное и долговечное покрытие, которое выполняет свои функции даже в самых экстремальных условиях, без необходимости больших вложений и технического обслуживания в будущем.
- Стекло, сплавленное со стальными баками, собирается в короткие сроки с меньшим количеством оборудования.
- Сборная конструкция позволяет легко заменять поврежденные панели, перемещать резервуар целиком и т. Д.
- Намного более экономичное решение по сравнению с бетонными и сварными резервуарами.
Поставляем резервуары емкостью до 50 000м3. Практически неограниченные размеры резервуаров и надежность позволяют хранить воду, сточные воды, дигестат, биогаз, навоз, биотопливо и т. Д.
Компоненты резервуаров
Стекло, сплавленное со стальными листами, производится под строгим контролем качества, без каких-либо отклонений от стандартов.Каждый лист тестируется индивидуально, и если дефект будет обнаружен, он будет переработан, а не отремонтирован.
В качестве герметика используется мастика, разработанная совместно с производителями резервуаров и предназначенная именно для этой цели.
В качестве основания и верхней части резервуара используются L-образные стальные оцинкованные профили. Они изогнуты к каждому резервуару индивидуально. В зависимости от размера резервуара он также используется в качестве усилителя жесткости от ветра, чтобы выдерживать как содержимое, так и ветровую нагрузку.
В стандартном исполнении резервуары оснащены входным, выходным, переливным и сливным патрубками. В соответствии с требованиями заказчика соединения адаптируются к спецификации проекта.
Очень часто возникает необходимость в установке резервуара с изоляцией. Мы предлагаем погружной нагреватель мощностью 3 кВт и внешнюю изоляцию. Для каждой спецификации проекта мы рекомендуем правильное решение, чтобы хранимое вещество не замерзало даже в самых экстремальных погодных условиях.
В соответствии с требованиями заказчика мы оснащаем резервуары аксессуарами — люком в боковой стенке, лестницей с решеткой, площадкой для обслуживания и т. Д.
Сборка резервуара
Сборка осуществляется с помощью гидравлических домкратов или лесов. Рекомендуется проконсультироваться о рекомендуемом методе сборки для данного размера резервуара.
Листы резервуара, вызванные механическими повреждениями или повреждениями окружающей среды, можно заменить без разборки всего резервуара. Если есть незначительные повреждения, можно использовать ремонтный комплект.
Дренажный желоб
— Дренажный желоб Sandhyaflex для мостов Производитель из Хайдарабада
SANDHYA ENTERPRISES AN ISO: 9001-2015 Сертифицированная компания производитель, поставщик и экспортер ЛУЧШЕГО КАЧЕСТВА продукта дренажного желоба.SANDHYAFLEX предлагает гамму дренажных желобов . В соответствии с международными нормами и директивами, а также согласно спецификации MORTH, наш носик изготовлен из высококачественного сырья и с использованием новейших технологий нашей командой экспертов. Предусмотренный излив используется для отвода дождевой воды из водосточного желоба в водосток. Дренажный желоб доступен клиентам по минимальным ценам в установленные сроки.
Характеристики:
· Простота установки
· Точные размеры
· Безупречная отделка
· Прочная конструкция
· Поставка в рамках обязательств
· Хорошая связь
70 Дренажный желоб SANDHYAFLEX — это вертикальная труба для отвода дождевой воды с платформы.Он изготовлен из мягкой стали и оцинкован для предотвращения коррозии или ржавления из-за протекания воды по трубе. Дренажные желоба производятся и поставляются в соответствии со спецификациями MORTH. Наш диапазон носика Deranges и согласно клиентам Drg. Указанные выше размеры в зависимости от требований заказчика
Примечание: длина трубы для сбора в соответствии с требованиями заказчика
4
4 Производство
4
4 Производство
4
1. Резка листа MS, MS Patti и трубы MS в соответствии с требуемым размером и чертежом заказчика.
2. Гибка согласно чертежу заказчика.
3. Процесс сварки согласно чертежу.
4. Пескоструйная обработка.
5. Процесс цинкования.
6. Процесс окраски распылением серебром.
Впускная дренажная труба
Отверстие впускной дренажной трубы будет работать при сбросе через водослив или через отверстие в зависимости от глубины (напора) воды на входе дренажа.