Обозначение дверей на чертежах по ГОСТу в разрезе: как выполняется маркировка
Автор Michael На чтение 5 мин Просмотров 15.5к. Опубликовано
В любом здании одним из самых важных элементов является дверь. Поскольку строительный рынок предлагает большое разнообразие в выборе моделей, то, соответственно, обозначение дверей разных конструкций на чертежах по ГОСТу отличается, это же касается и маркировки. Очень важно, чтобы обозначение установленных моделей было правильно нанесено на схеме.
Содержание статьи
- Условные обозначения дверей на чертежах согласно ГОСТу
- Правила при составлении схем
- Основные типы изделий
- Маркировка конструкций
- Дополнительные обозначения
- Пример обозначений на чертежах
Условные обозначения дверей на чертежах согласно ГОСТу
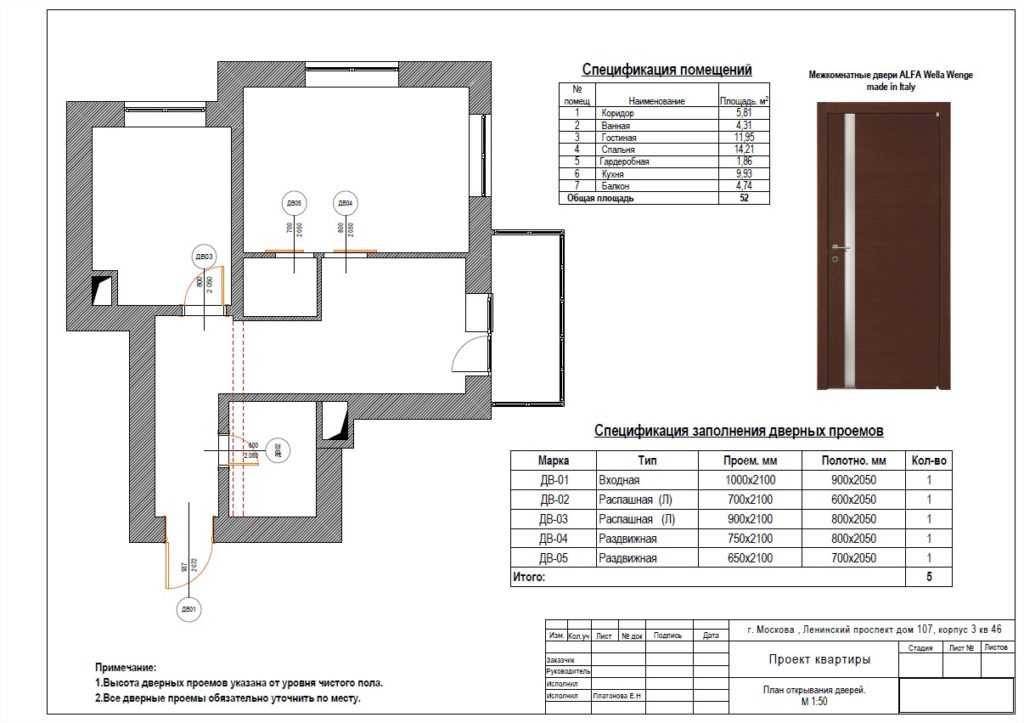
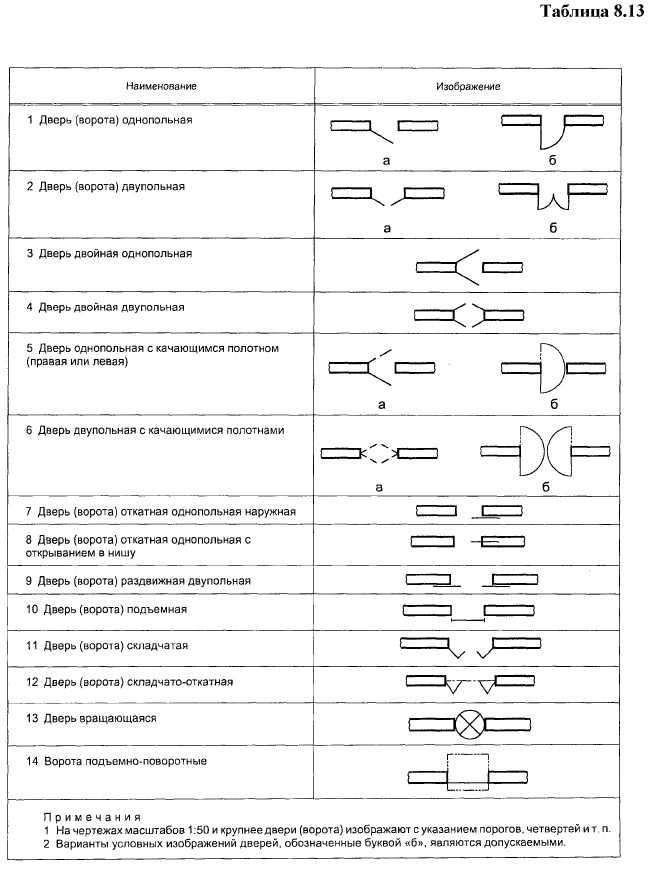
На чертежах масштабом 1:50 и больше двери должны обозначаться обязательно. Пример схемы обозначения можно увидеть ниже:
Пример схемы обозначения можно увидеть ниже:
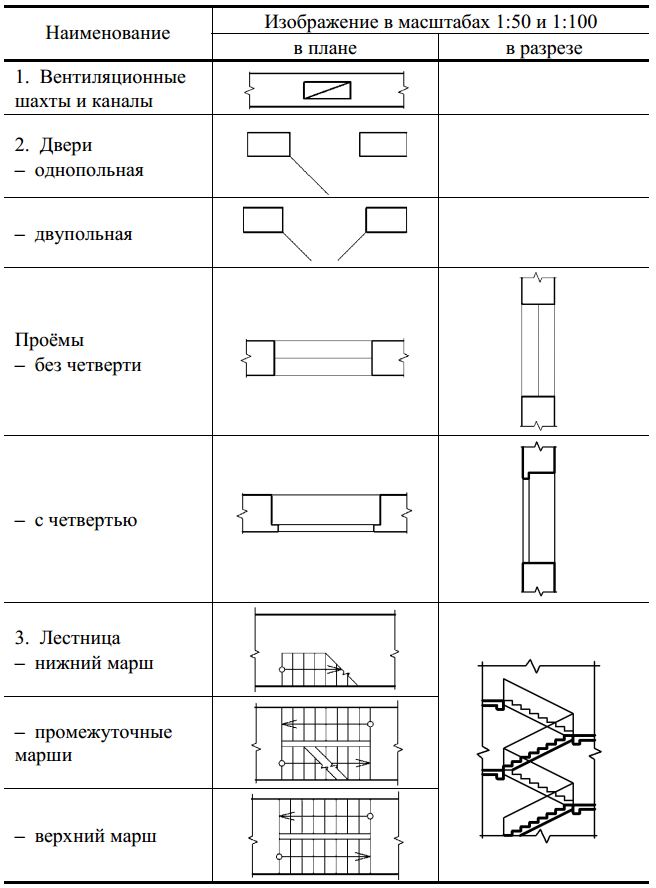
| № | Изображение | Тип конструкции |
| 1 | Однопольная | |
| 2 | Двупольная | |
| 3 | Двойная двупольная | |
| 4 | Двойная однопольная | |
| 5 | Откатная наружная однопольная | |
| 6 | Однопольная откатная с открыванием в нишу | |
| 7 | Раздвижная двупольная | |
| 8 | Складная
| |
| 9 | Складная-откатная |
Такое обозначение двери на чертеже должно присутствовать во всех схемах. Например, на таблице хорошо видно, что раздвижная система указана в виде прямоугольников с идущими к ним параллельными линиями, а вот распашная система рисуется с прямоугольниками и идущими под углом линиями и т.д.
Правила при составлении схем
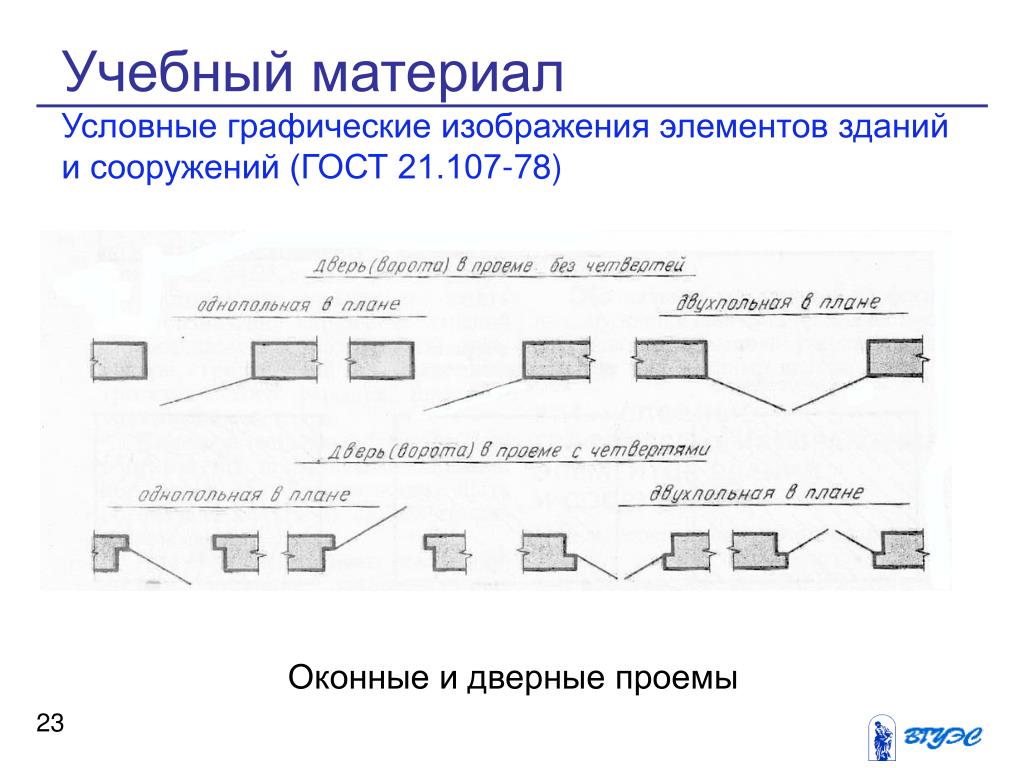
На чертежах изображать двери необходимо в виде стенных проемов. Их запрещается заштриховывать, а наносить нужно в виде перпендикулярных линий. Кроме того, во время создания чертежа должны соблюдаться следующие правила:
Их запрещается заштриховывать, а наносить нужно в виде перпендикулярных линий. Кроме того, во время создания чертежа должны соблюдаться следующие правила:
- Основные линии должны быть толщиной не больше 0,8 мм;
- Надписи над обозначениями пишутся шрифтом №7;
- Пояснения к условным обозначениям пишутся шрифтом №5.
Кроме условного обозначения, определить полную характеристику двери, например, наличие порожка, тип конструкции, можно по маркировке. Она, согласно установленным нормативам, должна присутствовать на чертежах межкомнатных и входных дверей.
Основные типы изделий
Маркировка дверей различной конструкции на чертежах по ГОСТу имеет следующую расшифровку:
- «Г». Состоит из одного или двух полотен и монтируется внутри здания. Изделие может собираться с коробкой, порожком и обкладками;
- «О». Похожи по своему типу с предыдущим вариантом, но дополнительно могут иметь стеклянные вставки;
- «К». Маятниковый тип, где дверь качается.
 Конструкция в основном состоит из двух полотен и с отсутствием порожка;
Конструкция в основном состоит из двух полотен и с отсутствием порожка; - «У». Входной тип изделия с усиленной рамой и полотном. Устанавливается при входе в частный дом или квартиру.
 Конструкция в основном состоит из двух полотен и с отсутствием порожка;
Конструкция в основном состоит из двух полотен и с отсутствием порожка;Маркировка конструкций
Как обозначаются двери различных конструкций на чертежах понятно, а теперь стоит разобраться с маркировкой. Компании по производству дверей изготавливают полотна различных размеров и это же в обязательном порядке должно быть указано в чертежах и маркировке.
Согласно ГОСТу, производитель указывает размеры полотна для того проема, для которого оно предназначено и это же указывается на схеме рядом со значком двери. Кроме того, модель изделия «О» или «Г» может иметь две створки неравные по ширине и тогда около дверей на чертеже по ГОСТу указываются дополнительные буквы «П» и «Л», что означает правое и левое полотно. Также если конструкция оснащена порожком, то это обозначается в виде буквы «П».
Дополнительные обозначения
Все условные обозначения дверей для внутренней установки на чертежах по ГОСТу расписаны, а вот что касается наружных конструкций, то здесь могут присутствовать следующие обозначения:
- «С» − служебная;
- «Н» − Изделие тамбурного типа или входные;
- «Л» − Лазовая или люковая модель.
Если около дверей на чертеже по ГОСТу указана одна из перечисленных букв, то буквы, обозначающие тип конструкции, например, «Г», «О» и т.д. переносятся немного дальше.
Во время маркировки цифры обычно указываются на третьей позиции как на чертеже межкомнатных, так и входных конструкций. И в том, и другом случае цифры указывают на размер проемов. Как уже упоминалось, после них могут идти сразу же буквы, которые обозначают какие-либо второстепенные характеристики модели двери. Кроме вышеперечисленных, могут быть еще и следующие:
- «Т» − трудносгораемая дверь;
- «С» − сплошное заполнение модели;
- «Ц» − имеет сплошное внутреннее заполнение, оснащена цилиндровым замком и порожком;
- «Щ» − щитовая модель;
- «П» − правая створка или порожек;
- «Л» − левая створка;
- «В» − влагостойкое полотно.
Если дверь металлическая, то в разрезе на чертеже ее штрихуют прямыми параллельными линиями с уклоном в 45 градусов, а вот расстояние между штрихами будет зависеть от масштаба плана. Если изделие деревянное, тогда его штрихуют круговыми линиями, то есть так, как идут волокна в дереве, показывая, таким образом, настоящее расположение слоев древесины в полотне.
Если изделие деревянное, тогда его штрихуют круговыми линиями, то есть так, как идут волокна в дереве, показывая, таким образом, настоящее расположение слоев древесины в полотне.
Пример обозначений на чертежах
Стоит на примере показать, как проводится расшифровка информации на чертежах деревянных конструкций:
- ДК 24-19. «Д» указывает на то, что изделие является дверью, а «К» — качающийся тип. Первая цифра 24 означает высоту проема в 24 дм, а 19, соответственно, ширину в 19 дм;
- ДО 24-15П. Двупольная правая дверь с порожком, а буква «О» означает, что конструкция стеклянная, либо с небольшими стеклянными вставками;
- ДГ21-7ЛП. Изделие состоит из одного левого полотна, с порожком. Предназначено для высоты проема в 21 дм и ширины 7 дм.
Чертеж – это не просто рисунок с изделием, но и схема, где содержатся все данные для производства и эксплуатации. Для его разработки потребуется большой опыт инженера, чтобы правильно произвести обозначение раздвижных, распашных или складных моделей дверей на чертежах, указать все технические характеристики и прочее.
Для его разработки потребуется большой опыт инженера, чтобы правильно произвести обозначение раздвижных, распашных или складных моделей дверей на чертежах, указать все технические характеристики и прочее.
Маркировка дверей по ГОСТУ: деревянных, противопожарных, металлических
13.10.2022
Дверь является строительной конструкцией, которая используется для заполнения дверных проемов. Такое изделие (при условии нахождения дверного полотна в закрытом положении) защищает помещения, транспорт и иные объекты от прохода посторонних лиц, шума, неблагоприятных климатических факторов.
Для чего нужна маркировка дверей?
Маркировка дверей является неотъемлемым этапом выпуска в обращение товаров данной категории. Изготовителю следует в установленном действующим законодательством порядке нанести полную и достоверную информацию на изделие или упаковку.
Указанную процедуру проводят для того, чтобы потребитель имел возможность ознакомиться со сведениями о производителе, характеристиками продукции, области ее использования, а также узнать, отвечает ли она требованиям национальных стандартов.
Производитель балконных блоков из дерева и деревоалюминия оформляет на такого типа конструкции декларацию о соответствии в национальной системе РФ (поскольку этот вид товаров входит во второй перечень Постановления Правительства № 2425, которое заменило ПП 982 от 01.12.2009). На противопожарные конструкции предпринимателю потребуется получить пожарный сертификат, что определено ФЗ № 123 или сертификат соответствия ТР ЕАЭС 043/2017. Кроме того, у изготовителя имеется возможность дополнительно подтвердить качество в добровольной системе сертификации (по результатам этой процедуры выдается добровольный сертификат на срок, не превышающий 3 лет).
Наличие указанных разрешительных документов позволяет маркировать прошедшую проверку продукцию установленными знаками соответствия. Обращайтесь к сотрудникам центра, получите ответы на вопросы, касающиеся маркировки, чипирования или штрихкодирования продукции.
Какие виды дверей существуют?
Классифицируют весь перечень дверных конструкций по следующим характеристикам:
- назначение – межкомнатные, входные, противопожарные, пылезащитные, пулестойкие, дымозащитные и иных видов;
- материал, из которого изготовлены двери – из стекла, пластика, дерева, стали и других типов;
- конструкция – откатные, складывающиеся, раздвижные, арочные, маятниковые или ротационные, двустворчатые, распашные и иных разновидностей;
- направление, по которому открываются – правыми, левыми либо симметричными.

Основные особенности маркировки дверных блоков из дерева
Маркировка деревянных дверей выполняется на основании действующих стандартов. Так, для блоков дверных деревянных разработан ГОСТ 475-2016. Положениями стандарта определено, что к дверной конструкции прикрепляют этикетку (она может быть самоклеящейся), на которой указывают сведения:
- наименование производителя;
- дата выпуска;
- № заказа;
- марка;
- знак, который подтверждает приемку продукции отделом технического контроля (далее — ОТК).
Запрещается маркировать защитную пленку.
Все комплектующие конструкции должны быть промаркированы в соответствии с требованиями нормативных актов.
Каким образом маркируют металлические дверные конструкции?
Маркировку металлических дверей осуществляют с учетом требований ГОСТ 31173-2016 и ГОСТ 23747-2015. Она должна отражать требования к определенному виду дверных блоков и давать возможность идентифицировать продукцию с целью установления ее подлинности. На этикетке указывают:
На этикетке указывают:
- предприятие, которое является производителем;
- тип;
- условное обозначение конструкции, включая класс прочности;
- № заказа и/или дата производства;
- штамп о приемке службой ТК.
Все комплектующие приборы должны быть промаркированы согласно действующим стандартам.
Конструкции из алюминиевых сплавов маркируют этикеткой или водостойким маркером (на не лицевой стороне). В отдельных случаях допустимым является нанесение информации на защитную пленку.
Как нужно маркировать противопожарные дверные блоки?
Противопожарная дверь является строительной конструкцией, которая состоит из перечня неподвижных и подвижных составляющих. Оснащена приспособлениями для автоматического закрывания и комплектом запирающих механизмов. Предназначена для установки в проемах противопожарных преград и предотвращает распространение огня и дыма в различного типа помещениях на определенном временном промежутке.
Маркировка противопожарных дверей осуществляется согласно положениям ТР ЕАЭС 043/2017, ГОСТ Р 57327-2016 и включает информацию:
- о названии;
- условном обозначении;
- дате выпуска – месяц, год;
- торговой марке предприятия;
- наименовании страны изготовления;
- производителе и его адресных данных;
- знаке обращения – наносится на продукцию, упаковку и техдокументацию.

Что касается упаковочного листа, то в нем указывают данные:
- об условном обозначении или названии изделия;
- о числе изделий в упаковке;
- дате, когда товар упакован;
- подпись упаковщика;
- штамп.
Как маркируют судовые дверные конструкции?
Судовые дверные блоки бывают следующих типов:
- штампованными проницаемыми;
- штампованными водогазонепроницаемыми;
- плоскими водогазонепроницаемыми.
Маркировка судовых дверей осуществляется по ГОСТу 25088-98 и предполагает нанесение на конструкцию сведений в отношении:
- торговой марки производителя;
- наименовании предприятия;
- условного обозначения;
- обозначения основного конструкторского документа;
- даты выпуска;
- клеймо ОТК.
Если планируется поставка продукции в другие страны, ее маркируют данными:
- о товарном знаке;
- наименовании страны, в которой было произведено изделие;
- условном обозначении;
- дате производства;
- клейме ОТК.

Маркируют товар при помощи ударного способа установленным шрифтом. Все данные четкие и хорошо читаемые.
В случаях, когда транспортировку осуществляют пакетами или контейнерами, к каждому крепят ярлык, на который наносят транспортную маркировку (при помощи несмываемой краски). Состоит из основных, информационных, дополнительных и манипуляционных знаков.
Появились вопросы в отношении маркировки дверей по ГОСТу? Обращайтесь за помощью к специалистам центра.
Сотрудники также оказывают содействие в штрихкодировании строительной продукции или материалов и разработке этикеток на все виды продукции. Нанесение штрих-кодов на упаковку или этикетку позволяет в значительной мере упростить учет товаров и осуществлять поставки в крупные торговые сети.
Стать нашим клиентом просто: оставьте заявку на сайте или позвоните по указанному номеру телефона. Консультации предоставляются бесплатно.
ГОСТ 5267.0-90 / Ауремо
ГОСТ 27772-2015
ГОСТ Р 52927-2015
ГОСТ Р 56354-2015
ГОСТ Р 56355-2015
ГОСТ 30245-2012
ГОСТ 32603-2012
ГОСТ 24045-2016
ГОСТ 8509-93
ГОСТ 8283-93
ГОСТ 8240-97
ГОСТ 5257-98
ГОСТ 30245-2003
ГОСТ 24045-94
ГОСТ 19772-93
ГОСТ 19771-93
ГОСТ 14635-93
ГОСТ 8319. 4-75
4-75
ГОСТ 8319.13-75
ГОСТ 8320.6-83
ГОСТ 8320.2-83
ГОСТ 8320.3-83
ГОСТ 5267.8-90
ГОСТ 5267.1-90
ГОСТ 12492.4-90
ГОСТ 12492.1-90
ГОСТ 30565-98
ГОСТ 5422-73
ГОСТ 7511-73
ГОСТ 9234-74
ГОСТ 19425-74
ГОСТ 8319.8-75
ГОСТ 8319.5-75
ГОСТ 8319.0-75
ГОСТ 21026-75
ГОСТ 8319.6-75
ГОСТ 11474-76
ГОСТ 13229-78
ГОСТ 8281-80
ГОСТ 8278-83
ГОСТ 8320.10-83
ГОСТ 8282-83
ГОСТ 8320.9-83
ГОСТ 8320.13-83
ГОСТ 12492.15-90
ГОСТ 5267.6-90
ГОСТ 5267.0-90
ГОСТ 5267.11-90
ГОСТ 8319.12-75
ГОСТ 10551-75
ГОСТ 8319.11-75
ГОСТ 25577-83
ГОСТ 8320.4-83
ГОСТ 8320.12-83
ГОСТ 8320.0-83
ГОСТ 5157-83
ГОСТ 8320.5-83
ГОСТ 26020-83
ГОСТ 8320.11-83
ГОСТ 4781-85
ГОСТ 5267.2-90
ГОСТ 12492.7-90
ГОСТ 5267.9-90
ГОСТ 12492.0-90
ГОСТ 12492.10-90
ГОСТ 12492.12-90
ГОСТ 5267.12-90
ГОСТ 8319.2-75
ГОСТ 8320.7-83
ГОСТ 8320.8-83
ГОСТ 18662-83
ГОСТ 8320.1-83
ГОСТ 8510-86
ГОСТ 8239-89
ГОСТ 17152-89
ГОСТ 12492.6-90
ГОСТ 5267.10-90
ГОСТ 12492.2-90
ГОСТ 5267.4-90
ГОСТ 5267.13-90
ГОСТ 12492.5-90
ГОСТ 12492.3-90
ГОСТ 12492.8-90
ГОСТ 5267.3-90
ГОСТ 12492. 14-90
14-90
ГОСТ 12492.9-90
ГОСТ 5267.7-90
ГОСТ 12492.11-90
ГОСТ 12492.13-90
ГОСТ 5267.5-90
гост-52670-90.pdf
(291,69 КиБ)ГОСТ 5267.0-90
ГОСТ 5267.0-90
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ ГОРЯЧЕКАТНЫЕ ДЛЯ ВАГОНОСТРОЕНИЯ
Общие технические условия
Профили горячекатаные для вагоностроения. Общие спецификации
OKP 09 2500, 3000 09
Дата введения 1991–07–01
Информационные данные
1. Разработано и введено Министерством металлургии СССР
2. Государственного комитета СССР по управлению качеством и стандартами от 25.06.90 Н 1762
3. ВМЕСТО ГОСТ 5267.0-78
4. СПРАВОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение ссылочного документа | Артикул |
| ГОСТ 8.326-89 | 4,8 |
| ГОСТ 162-90 | 4,8 |
| ГОСТ 166-89 | 4,8 |
| ГОСТ 380-94 | 2.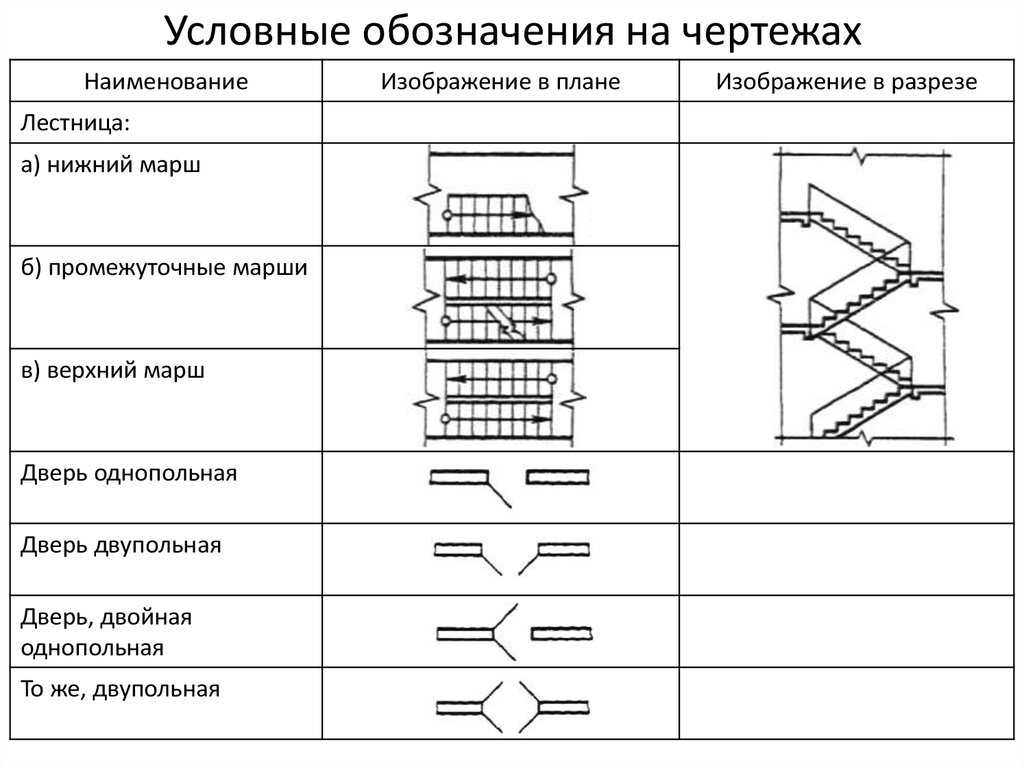 2.1; 2.3 2.1; 2.3 |
| ГОСТ 427-75 | 4,8 |
| ГОСТ 535-88 | 2.2.1; 3.1.1 |
| ГОСТ 1497-84 | 4.4 |
| ГОСТ 2216-84 | 4,8 |
| ГОСТ 3749-77 | 4,8 |
| ГОСТ 4543-71 | 2.2.1; 2,3 |
| ГОСТ 5267.1-90 | 1.1; 2.2.1; 2.2.5; 4,9; 4.10; 4.11 |
| ГОСТ 5267.2-90 | 1.1; 2.2.1; 4,9; 4.10; 4.11 |
| ГОСТ 5267.3-90 | 1.1; 1,5; 2.2.1; 2.2.3; 2.2.5; 4,3; 4,9; 4.10; 4.11 |
| ГОСТ 5267.4-90 | 1.1; 2.2.1; 4,9; 4.10 |
| ГОСТ 5267.5-90 | 1.1; 2.2.1; 2.2.5; 4.9; 4.10; 4.11 |
| ГОСТ 5267.6-90 | 1.1; 2.2.1; 2.2.3; 2.2.5; 4,3; 4,9; 4.10 |
ГОСТ 5267.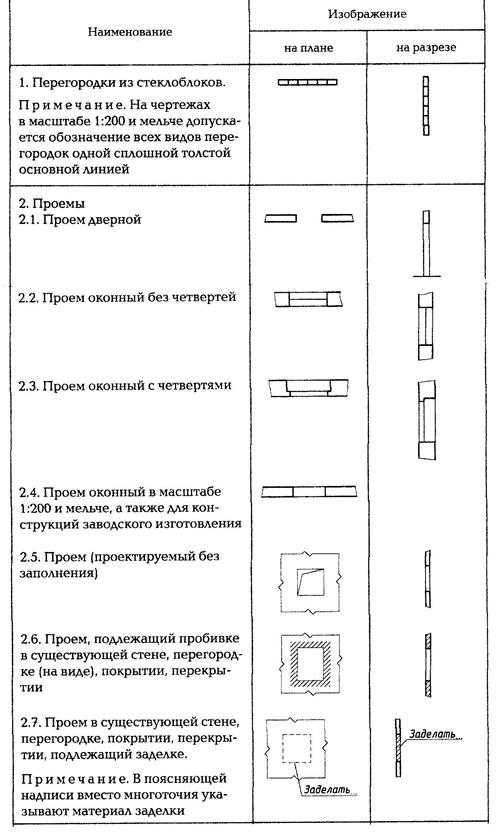 7-90 7-90 | 1.1; 2.2.1; 2.2.3; 4,3; 4,9; 4.10 |
| ГОСТ 5267.8-90 | 1.1; 2.2.1; 4.9 |
| ГОСТ 5267.9-90 | 1.1; 2.2.1; 4.9 |
| ГОСТ 5267.10-90 | 1.1; 2.2.1; 4.9 |
| ГОСТ 5267.11-90 | 1.1; 2.2.1; 4,9; 4.10; 4.11 |
| ГОСТ 5267.12-90 | 1.1; 2.2.1; 4.9 |
| ГОСТ 5267.13-90 | 1.1; 2.2.1; 2.2.5; 4.10 |
| ГОСТ 5378-88 | 4,8 |
| ГОСТ 6507-90 | 4,8 |
| ГОСТ 6713-91 | 2.2.1 |
| ГОСТ 7268-82 | 4,6 |
| ГОСТ 7502-98 | 4,8 |
| ГОСТ 7564-97 | 4.3 |
| ГОСТ 7565-81 | 4.1 |
| ГОСТ 7566-94 | 2,3; 2,4; 3.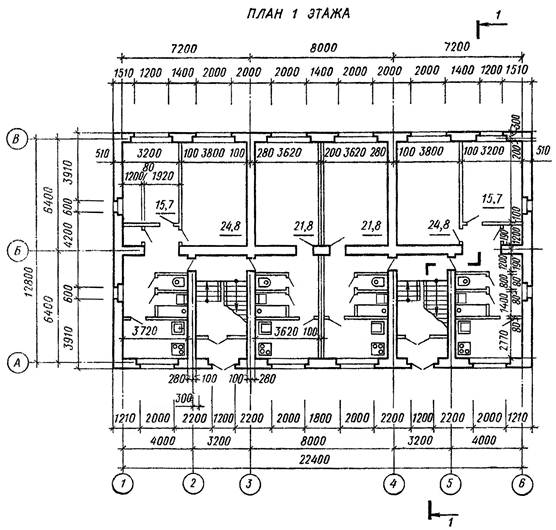 1.3; 5.1 1.3; 5.1 |
| ГОСТ 9454-78 | 4,5 |
| ГОСТ 12344-88* | 4,2 |
| _______________ * Стандарты 12344-2003. — Обратите внимание на КОД. | |
| ГОСТ 12345-2001 | 4.2 |
| ГОСТ 12346-78 | 4.2 |
| ГОСТ 12347-77 | 4.2 |
| ГОСТ 12348-78 | 4.2 |
| ГОСТ 12350-88* | 4.2 |
| _______________ * Вероятно, ошибка оригинала. Следует читать ГОСТ 12350-78. — Обратите внимание на КОД. | |
| ГОСТ 12351-81* | 4.2 |
| _______________ * СТ 12351-2003. — Обратите внимание на КОД. | |
| ГОСТ 12352-81 | 4.2 |
| ГОСТ 12355-78 | 4.2 |
| ГОСТ 12356-81 | 4. 2 2 |
| ГОСТ 12357-84 | 4.2 |
| ГОСТ 12358-2002 | 4,2 |
| ГОСТ 12359-99 | 4.2 |
| ГОСТ 12361-2002 | 4.2 |
| ГОСТ 14019-80* | 4,7 |
| _______________ * СТ 14019-2003. — Обратите внимание на КОД. | |
| ГОСТ 17745-90 | 4.2 |
| ГОСТ 18895-97 | 4.2 |
| ГОСТ 19281-89 | 2.2.1 |
| ГОСТ 22536.0-87 | 4.2 |
| ГОСТ 22536.1-88 | 4.2 |
| ГОСТ 22536.2-87 | 4.2 |
| ГОСТ 22536.3-88 | 4.2 |
| ГОСТ 22536.4-88 | 4.2 |
| ГОСТ 22536.5-87 | 4. 2 2 |
| ГОСТ 22536.6-88 | 4.2 |
| ГОСТ 22536.7-88 | 4.2 |
| ГОСТ 22536.8-87 | 4.2 |
| ГОСТ 22536.9-88 | 4.2 |
| ГОСТ 22536.10-88 | 4.2 |
| ГОСТ 22536.11-87 | 4.2 |
| ГОСТ 22536.12-88 | 4.2 |
| ГОСТ 27809-95 | 4.2 |
| ГОСТ 28473-90 | 4.2 |
| ТУ 14−1-3925−85 | 2.2.1 |
| ТУ 2−034−225−87 | 4.8 |
5. Ограничение действий согласно Протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на горячекатаный фасонный прокат профили, предназначенные для вагоностроения.
Возможно использование профилей в других отраслях.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Ассортимент, размеры, площадь сечения, масса одного метра, справочные значения, допуски на размеры, масса одного метра и геометрическая форма профиля должны соответствовать ГОСТ 5267.1 — ГОСТ 5267.13.
Примечание. Площадь поперечного сечения и справочные значения рассчитаны на основе номинальных размеров. Плотность стали принята равной 7,85х10 кг/м.
1.1.1. Размеры и радиусы профилей, не имеющих предельных отклонений, задаются инструментом и на готовом выпуске не контролируются.
1.1.2. Притупление углов контуров профиля на чертежах не указывают стандарты калибра: толщина 0,3 мм в толщине профиля до 10 мм; Профиль толщиной 3 мм более 10 мм.
1.2. Профили производятся длиной от 3 до 13 м. По требованию потребителя профили изготавливаются длиной более 13 м.
1.3. В зависимости от назначения профили изготавливаются:
мерной длины;
кратно мерной длине;
мерная длина с надрезами в размере не более 10% от массы партии;
кратные длины с отрубами в количестве не более 10% от массы партии.
Отрезки — участки длиной не менее 2,0 м.
1.4. Профили должны быть обрезаны. Прямоугольность отрезка торца, мм, должна принимать длину профилей за номинальный размер и допуски по длине.
Длина профилей — максимальная длина условно обрезанного стержня с концами, перпендикулярными продольной оси.
1.4.1. Длина профилей и точность реза в заказе.
1.5. Предельные отклонения по длине профилей и кратной мерной длине не должны превышать приведенных в табл.1.
Таблица 1
Длина профиля, м | Предельное отклонение, мм, точная резка | |
| увеличенный (Б) | обычный (б) | |
| До 4 вкл. | — | +30 |
| СВ. 4 «8» | +40 | +50 |
| «8» 13 « | +[40+5 (-8)] 100 | +80 |
| «13 | +100 | |
Примечание. Предельные отклонения по длине профиля по ГОСТ 5267.3 обычного прецизионного раскроя при длине более 12 до 15 м не должны превышать плюс 100 мм, свыше 15 м — плюс 120 мм.
Предельные отклонения по длине профиля по ГОСТ 5267.3 обычного прецизионного раскроя при длине более 12 до 15 м не должны превышать плюс 100 мм, свыше 15 м — плюс 120 мм.
Примеры условных обозначений:
Швеллер Н-30В-1 по ГОСТ 5267.1 из стали 4 категории по ГОСТ 535:
Швеллер.
Швеллер Н-30В-2 по ГОСТ 5267.1 из стали марки 2 категории по ГОСТ 6713:
Швеллер .
Швеллер Н-30В-2 по ГОСТ 5267.1-прочность 325 из стали марки 2 категории по ГОСТ 19281:
Швеллер .
Профиль № 8 по ГОСТ 5267.2 из стали марки 2 категории по ГОСТ 535:
Профиль .
Профиль А по ГОСТ 5267.3 класс прочности 295 из стали марки 12 19281 погост:
Профиль .
Профиль А по ГОСТ 5267.4 класса прочности 295, категории 12 по ГОСТ 19281:
Профиль
Двутавр Н 19 по ГОСТ 5267.5 из стали обычной точности марки 2, класса прочности 9 12 по ГОСТ 19281:
Балка двутавровая .
Профиль А по ГОСТ 5267.6 класс прочности 375 из стали марки 14 погост 19281:
Профиль .
Профиль в соответствии с GOST 5267,7 CLEASS Class 295 Steel, категория 12 — GOST 19281:
Профиль
Профиль в соответствии с GOST 5267.8 из стали, категория качества в соответствии с GOST 4543:
Profil ‘
Профиль по ГОСТ 5267.9 из марки стали, категория качества по ГОСТ 4543:
Профиль .
Профиль по ГОСТ 5267.13 из стали марки 2 категории по ГОСТ 535:
Профиль .
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Профили изготавливаются в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке.
2.2. Характеристики
2.2.1. Профили изготавливаются из сталей марок, указанных в табл.2.
Таблица 2
| Наименование профиля и обозначение стандарта | Марка стали | Обозначение стандарта | |
| Химический состав | Механические свойства | ||
Швеллеры по ГОСТ 5267. 1 1 | В соответствии с заказом | ГОСТ 19281 ГОСТ 380 ГОСТ 6713 | ГОСТ 19281 ГОСТ 535 ГОСТ 6713 |
| Профиль z по ГОСТ 5267.2 | Ст3 (все степени окисления) 09Г2Д | ГОСТ 380 ГОСТ 19281 | ГОСТ 535 ГОСТ 19281 |
| Профиль z для центральной балки по ГОСТ 5267.3 | 09Г2Д 10Г2БД | ГОСТ 19281 | ГОСТ 19281 |
| Профиль для верхней обвязки погоста 5267.4 | 09Г2Д 09Г2 | ||
| Профиль двутавровый №19 для киля по ГОСТ 5267.5 | 09Г2Д 08ХГСДП | ГОСТ 19281 ТУ 14-1-3925-85 | ГОСТ 19281 ТУ 14−1-3925−85 |
| Секция автомобильного поста по ГОСТ 5267.6 | 09Г2Д 10Г2БД | ГОСТ 19281 | ГОСТ 19281 |
Профиль верхнего листа гондолы поперечной рамы по ГОСТ 5267.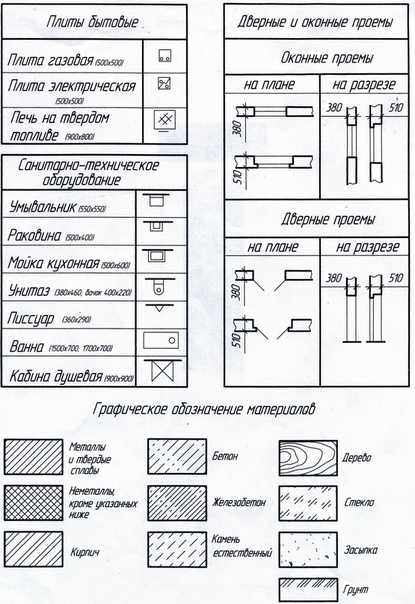 7 7 | 09Г2Д 10Г2БД | ||
| Соединитель упорной пластины профиля погоста 5267.8 | 38КХС | ГОСТ 4543 | ГОСТ 4543 |
| Профиль для клиновой стяжки погоста 5267.9 | |||
| Профиль для стопорных колец на кладбище 5267.10 | Ст3кп | ГОСТ 380 | ГОСТ 535 |
| Профиль порога автомобиля по ГОСТ 5267.11 | |||
| Профиль для тамбурной двери погоста 5267.12 | |||
| Профиль для обвязки дверей по ГОСТ 5267.13 | |||
По согласованию с потребителем допускается изготовление стальных профилей других марок.
Марка и категория стали указаны в заказе.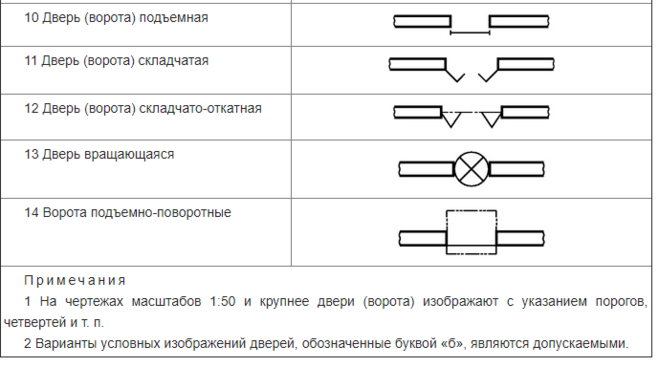
Категория, если не указана, определяется производителем.
Профили из низколегированных марок стали по ГОСТ 19281 изготовляют с заданным химическим составом.
2.2.2. Могут изготавливаться в секциях из стали с продувкой аргоном, азотом или другим инертным газом и подвергаться обработке синтетическим шлаком.
2.2.3. Механические свойства профилей по ГОСТ 5267.3, ГОСТ 5267.6, ГОСТ 5267.7 из стали должны соответствовать нормам, приведенным в табл.3.
Таблица 3
| Название профиля | Прочность на растяжение, Н/мм(кгс/мм) | Предел текучести, Н/мм(кгс/мм) | По относительному удлинению, % | Ударная вязкость KCU, Дж/см(кгс·м/см) | ||
| после механического старения | при температуре | |||||
| -40 °С | -60 °C | |||||
| Профиль z для порога | 490 (50) | 375 (38) | 21 | 29 (3) | 29 (3) | 29 (3) |
| Секция автомобильной стойки, профиль верхнего листа | 510 (52) | 375 (38) | 21 | 29 (3) | 39 (4) | 29 (3) |
2. 2.4. На поверхности прокатных профилей не допускаются трещины, заусенцы и закаты, а также на кромках связки.
2.4. На поверхности прокатных профилей не допускаются трещины, заусенцы и закаты, а также на кромках связки.
Устранение дефектов неглубокой резки или зачистки на глубину не выведения профиля на минимально допустимый размер. Ширина резки или зачистки должна быть не менее чем в пять раз больше глубины.
Площадь разреза или зачистки не должна превышать 1,5% от общей площади профиля поверхности.
Заваривание или заделка дефектов поверхности не допускается.
2.2.5. На поверхности профилей допускаются без зачистки (срезания) отдельные пузыри и раскатанные корки, загрязнения, рванины, отпечатки, риски и рябины, не выводящие размеры профиля за пределы допуска. Высота отпечатков на наружной поверхности полок секций по ГОСТ и ГОСТ 5267.3 5267.6 должна быть не более 0,5 мм; на поверхностных элементах профиля по ГОСТ 5267.1, ГОСТ 5267.5, ГОСТ 5267.6, ГОСТ 5267.13, не имеющих плюсовых допусков до 1,5 мм.
2.2.6. На концах зарубки допускаются в пределах половины фактической длины.
2.2.7. Заусенцы на концах профилей удаляют по согласованию изготовителя с потребителем.
2.3. Маркировка профилей по ГОСТ 7566 с добавлением:
Цветовая маркировка — ГОСТ 380, ГОСТ 6713, ГОСТ 4543 и.
По согласованию изготовителя с потребителем краску маркировочную не выпускают.
2.4. Упаковка — по ГОСТ 7566.
3. ПРИЕМКА
3.1. Профили, принятые сторонами. Партия должна состоять из одного профильного стального профиля, одного плавильного ковша; партии профилей из стали с машин непрерывного литья заготовок разница массовой доли углерода в стали не должна превышать 0,04 процента, а массовой доли марганца — 0,15 процента по ковшовым анализам.
3.1.1. Партия профилей 1 и 2 категории по ГОСТ 535 может быть нескольких плавок, партия должна состоять из профилей с одним профилем и одной маркой стали. Масса партии — не более вагонной нормы.
3.1.2. Масса партии профилей из стали, получаемых на машинах непрерывного литья заготовок, должна быть не более 250 тонн
3. 1.3. Партия должна сопровождаться документом о качестве по ГОСТ 7566 с добавлением:
1.3. Партия должна сопровождаться документом о качестве по ГОСТ 7566 с добавлением:
категории профилей;
способ обработки стали в ковше (с обработкой).
если в партии несколько заездов количество заездов в партии.
3.2. Для проверки качества профилей, взятых с партии:
химический состав — одна проба из плавильного ковша;
для испытаний на растяжение, изгиб и ударную вязкость — два профиля;
для проверки качества поверхности и размеров — 5% профилей от партии, но не менее пяти штук.
3.3. От каждого выбранного профиля вырезают:
для испытаний на растяжение и холодный изгиб — один образец;
для испытаний на ударную вязкость — по два образца на каждую температуру.
3.4. При неудовлетворительных результатах испытаний хотя бы по одному из показателей ему необходимо повторить испытание на удвоенном числе проб. Результаты повторных тестов распространяются на всю партию.
4. МЕТОДЫ КОНТРОЛЯ
4. 1. Отбор проб на химический анализ проводят по ГОСТ 7565.
1. Отбор проб на химический анализ проводят по ГОСТ 7565.
4.2. Химический состав стали определяют ковшовым анализом плавильных проб по ГОСТ 12344 — ГОСТ 12348, ГОСТ 12350 — ГОСТ 12352, ГОСТ 12355 — ГОСТ 12359, ГОСТ 12361, ГОСТ 17745, ГОСТ 18895, ГОСТ 22536.0, ГОСТ 200, ГОСТ 22536,728,1136.1. ГОСТ 28473 или другие методы, обеспечивающие требуемую точность анализа.
4.3. Отбор проб для механических и технологических испытаний проводят по ГОСТ 7564.
Профили по ГОСТ 5267.3, ГОСТ и ГОСТ 5267.6 5267.7 отбор проб для механических и технологических испытаний осуществляют с полок. Кроме того, для испытания на ударную вязкость профиля z для подоконника взят образец от полки толщиной 13 мм.
Ось образца, взятого из профиля по ГОСТ 5267.6, находится на расстоянии 20 мм от края полки.
4.4. Испытание на растяжение проводят по ГОСТ 1497.
4.5. Испытание на ударную вязкость проводят по ГОСТ 9454 на образцах типа 1 или 3.
При положительных результатах испытаний ударной вязкости при температуре минус 60 °С ударную вязкость при минус 40 °С не определяют.
Может снизить ударную вязкость одного образца на 30 %. Среднее значение результатов испытаний должно быть не ниже установленных норм.
4.6. Определение склонности к механическому старению проводят по ГОСТ 7268.
4.7. Испытание на изгиб проводят по ГОСТ 14019..
4.8. Форма, геометрические размеры профилей и дефекты поверхности контролируются с помощью измерительных приборов по ГОСТ 162, ГОСТ 166, ГОСТ 427, ГОСТ 3749, ГОСТ 5378, ГОСТ 6507, ГОСТ 7502, ТУ 2-034-225-87 или приборы, сертифицированные по ГОСТ 8.326* и ГОСТ 2216.
________________
* На территории РФ действуют ПР 50.2.009-94.
Допускается применение других средств измерений с метрологическими характеристиками и оборудования с техническими характеристиками, указанными в настоящих стандартах.
4.9. Контроль размеров и отклонений формы профилей по ГОСТ 5267.3, ГОСТ 5267.6, ГОСТ 5267.7, ГОСТ и ГОСТ 5267.12 5267.13 проводят на расстоянии не менее 200 мм от торцов, согласно ГОСТ 5267.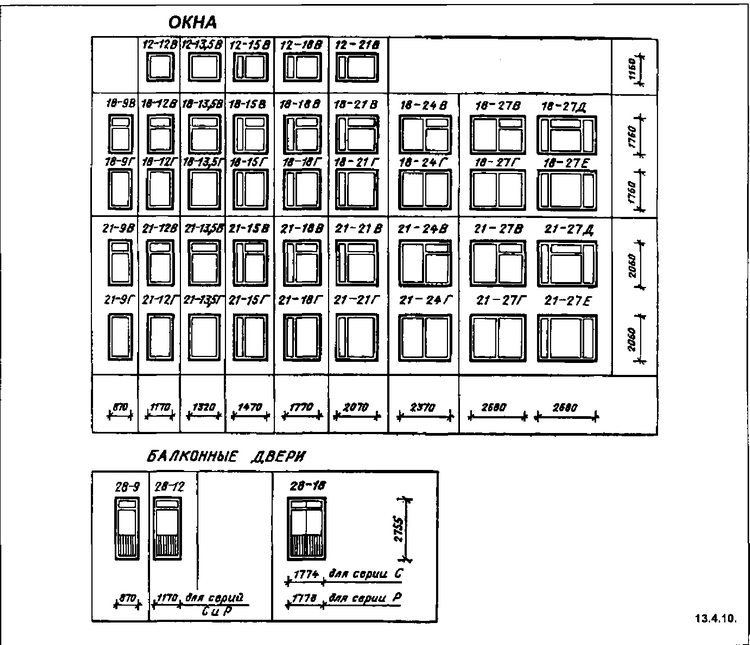 1, ГОСТ 5267.2, ГОСТ 5267.4 , ГОСТ 5267.5, ГОСТ 5267.8 — ГОСТ 5267.11 — на расстоянии не менее 500 мм от торцов.
1, ГОСТ 5267.2, ГОСТ 5267.4 , ГОСТ 5267.5, ГОСТ 5267.8 — ГОСТ 5267.11 — на расстоянии не менее 500 мм от торцов.
4.10. Толщину стенки профилей по ГОСТ 5267.1 — ГОСТ 5267.7, ГОСТ 5267.11, ГОСТ 5267.13 и толщину полки по ГОСТ 5267.2 измеряют с торцов. Контроль толщины полок швеллеров по ГОСТ 5267.1 и двутавров ГОСТ 5267.5 проводят по калибрам валков при их расточке.
4.11. Высота профилей по ГОСТ 5267.1 — ГОСТ 5267.3, ГОСТ 5267.5 и ГОСТ 5267.11 измеряется в плоскости стены.
4.12. Качество поверхности профилей и торцов проверяют визуальным осмотром без применения увеличительных приборов.
4.13. Глубина поверхностных дефектов определяется контрольной зачисткой или нагробкой.
Разрешено использовать неразрушающие методы контроля.
Расслоение контролируется осмотром краев. При необходимости качество металла на кромках проверяют снятием стружки, при этом расщепление стружки является признаком дефекта металла.
4.14. Контроль предельных отклонений по массе 1 м профиля осуществляют взвешиванием проката массой 20-60 т в количестве 400-500 т или взвешиванием отрезков профиля длиной не менее 300 мм, отобранных с использованием каждого из 100 стержней.
4.15. При контроле механических свойств профилей допускается применять статистические методы неразрушающего контроля согласно нормативно-техническим документам на методы контроля металлопродукции, согласованным с потребителем.
5. ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. Транспортирование и хранение осуществляется в соответствии с ГОСТ 7566.
ГОСТ 4784-97 — деформируемые алюминий и алюминиевые сплавы
- ГОСТ 4784-97 определяет химический состав деформируемого алюминия и алюминиевых сплавов.
Кроме него, к химическому составу деформируемых сплавов относятся еще два стандарта:
- ГОСТ 1131-76 на алюминиевый деформируемый сплав в слитках
- ГОСТ 11069-2001 на слитки первичного алюминия.
Слитки первичного алюминия и кованые сплавы в слитках, расплавленные и подготовленные, пригодные для обработки горячей или холодной деформацией.
Клеймо из алюминия и алюминиевого сплава
Для удобства в наименовании из алюминиевого сплава слово «марка» опустим, например, «Алюминиевый сплав АД33», вместо «Алюминиевый сплав клеймо АД33».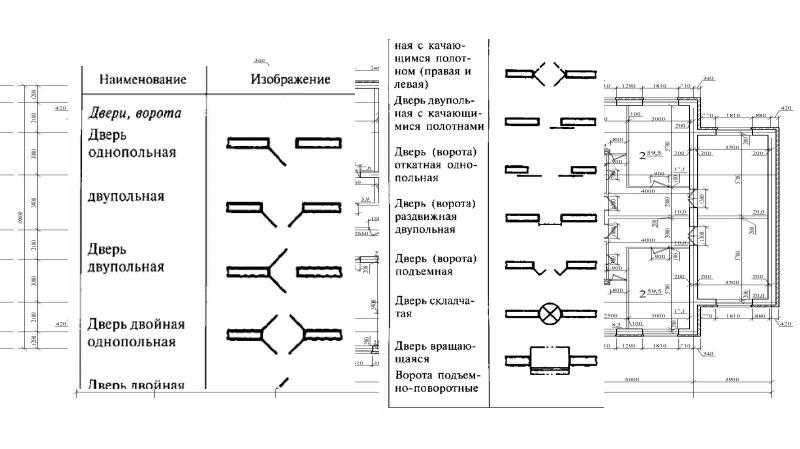 , при наименовании сплавов слово «марка» кажется совершенно излишним – вполне достаточно слова «сплав».0003
, при наименовании сплавов слово «марка» кажется совершенно излишним – вполне достаточно слова «сплав».0003
Для различения различных вариантов реализации используют термин чистый алюминий «марка алюминия», например, марка алюминия AD00. В данном случае это полезно, потому что марки глинозема не являются по определению алюминиевыми сплавами.
В стандартах СНГ используются три типа символов марок алюминия и алюминиевого сплава : традиционные бессистемные буквенно-цифровые и системно-цифровые, а также международные цифровые и химические аналоги существующих международных. например, для сплава Д1 это: Д1, 1110, AlCu4MgSi и 2017.
Обозначения алюминиевых сплавов
Чисто числовые обозначения были введены в конце шестидесятых годов прошлого века и были задуманы как часть общей системы обозначений всех сплавов металлов. Первая цифра 1 была присвоена алюминиевым сплавам. Вторая цифра должна обозначать систему допинга. Тогда первые две цифры по ГОСТ 4784 обозначают алюминиевые сплавы разных систем легирования, например:
- 10хх — алюминий технический;
- 11хх — алюминиевые сплавы системы Al-Cu-Mg;
- 12хх — сплавы алюминиевых систем Al-Cu-Mn;
- 13хх — сплавы алюминиевых систем Al-Mg-Si;
- 14хх — сплавы алюминия системы Al-Mn;
- 15хх — сплавы алюминия системы Al-Mg;
- 19хх — сплавы Al-Zn-Mg.

Последние две цифры определяют порядковый номер сплава в рамках той или иной системы, причем, якобы, нечетные числа должны обозначать деформируемые сплавы, а четные — литейные. Однако по ГОСТ 1583-93 для литья алюминиевых сплавов никаких следов числовых знаков не видно.
По сути, эта система цифровых вывесок так и не прижилась полностью и мало использовалась. Большинство сплавов представляют «старые», бессистемные буквенно-цифровые обозначения, а стандарты, как и ГОСТ 4784, дублируют оба варианта. Правда, некоторые сплавы имеют только одно цифровое обозначение, например, сплав 1105, который используется для изготовления лент и не имеет ни «старого» обозначения, ни «официального» международного аналога.
Деформируемые сплавы: ГОСТ 4784-97
ГОСТ 4784-97 Распространяется на алюминий и деформируемые алюминиевые сплавы, предназначенные для изготовления полуфабрикатов (ленты в рулонах, листы, плиты, полосы, прутки, профили, шины, трубы, проволока, поковки и штамповки) методом горячей или холодной деформации, а также слябы и слитки для дальнейшей деформационной обработки.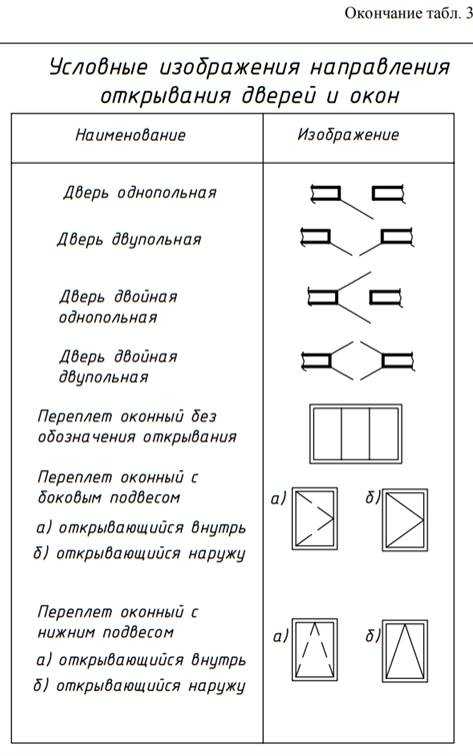
Железо и кремний – неизбежные постоянные примеси в алюминии и алюминиевых сплавах. Они образуют с алюминием тройные химические соединения, которые, особенно, если они находятся на границах зерен, снижают пластичность алюминия. Поэтому стандарт требует, чтобы в алюминии, как и в сплаве АМцС, содержание железа было больше, чем кремния.
ГОСТ 4784 Относится к алюминиевому деформируемому легированному сплаву с общим содержанием легирующих элементов и примесей более 1,0 %. В таблице ниже дан обзор сплавов по ГОСТ 4784. Для ясности опущены конкретные сварочные сплавы и варианты сплавов проволоки для холодной высадки.
сплавы мягкие
Алюминий марки (серия 1ххх)
Содержание примесей (или легирующих элементов) не более 1,00 %.
Алюминиевые сплавы Al-Mn (серия 3xxx)
Нетермически упрочняемые сплавы .
(Обратите внимание, что мы употребляем в слове «неупрочняемые» написание частиц с союзом «не». Это слово в данном случае – прилагательное, а не причастие. Прилагательные пишутся с частицей «не» щель, а причастие – врозь. Это то, что мы помним со школы. 🙂 )
Прилагательные пишутся с частицей «не» щель, а причастие – врозь. Это то, что мы помним со школы. 🙂 )
Интересно, Эта система формально имеет соединение Al 6 Mg переменной растворимости и ее сплавы должны быть термоупрочняемыми. Однако, в присутствии неизбежных примесей — железа — вместо растворимой фазы образуется нерастворимое соединение алюминия Al 6 (Mn, Fe). Марганец, в отличие от других легирующих элементов, не портит, а повышает коррозионную стойкость сплава. Поэтому эти сплавы превосходят алюминий и по технической прочности, и по коррозионной стойкости.
Сплавов этой системы в стандарте не так много:
- ММ,
- АМС,
- АМС
- Д12.
Все они применяются, преимущественно, в виде листов и полос нагартованных в различных состояниях.
Обозначения сплавов этой системы являются примером полной бессистемности (извините за каламбур!) обозначений сплавов в наших стандартах. Аналогично IQ-тесту: «Д1, Д16, Д18, Д19 — дюраль. Сплав Д12 тоже дюралюминий? Правильный ответ – нет.
Сплав Д12 тоже дюралюминий? Правильный ответ – нет.
Алюминиевые сплавы средней прочности
Алюминиевые сплавы Al-Mg (серия 5xxx)
Термически не упрочняющие.
Магний в количестве до 6 % дает упрочняющий твердый раствор и высокую эффективность деформационного упрочнения. Поэтому сплавы серии 5ххх обладают относительно высокими прочностными свойствами. Эти сплавы обычно обладают хорошей коррозионной стойкостью, особенно коррозионной стойкостью в морской воде и морской атмосфере, поэтому широко применяются в судостроении, преимущественно в виде листов. Из этих сплавов изготавливаются штампованные детали корпуса и шасси автомобиля благодаря хорошему сочетанию прочности и формуемости.
Алюминиевые сплавы Al-Mg-Si (серия 6ххх)
Эти сплавы иногда (только в нашей стране) называют «авиалес».
Упрочняющая фаза соединения Mg 2 А.
Алюминиевый сплав АД31 — полный аналог «американского» сплава 6063 и, частично, «европейского» сплава 6060. Соотношение среднего содержания кремния и магния в нем близко к стехиометрическому соотношению 1:1,73 для соединения Mg 2 А.
Соотношение среднего содержания кремния и магния в нем близко к стехиометрическому соотношению 1:1,73 для соединения Mg 2 А.
- АД31 (6060/6063) – самый популярный промышленный алюминиевый сплав. Широко применяется для изготовления алюминиевых профилей для ограждающих конструкций (окна, двери, фасады) и других, как правило, не несущих конструкций.
- Алюминиевый сплав АД33 — аналог сплава 6061. Большее содержание магния и кремния, чем у АД31 (кремний в избытке), и добавка меди. более прочный, чем AD31. Применяемые несущие строительные конструкции.
- АД35 — аналог сплава 6082. По сравнению со сплавом АД33 магния почти столько же, сколько в сплаве АД33, кремния в полтора раза больше, а дополнительно до 1 % марганца. Следовательно, сплав АД35 более прочный, чем АД33. Применяемые несущие строительные конструкции.
Алюминиевый сплав
Твердые алюминиевые сплавы
серии 2xxx – Алюминиевые сплавы Al-Cu-Mg и Al-Cu-Mn
Термически упрочняемые сплавы.
Так называемый дюралюминий или дюраль. В зависимости от содержания меди и магния и соотношения их концентраций в них могут образовываться различные упрочняющие фазы: двойные или тройные соединения алюминия с медью, магнием и марганцем.
- Алюминиевый сплав Д1 — «классический», дюралюминий с фазой нормального упрочнения CuAl2.
- Сплав Д16 — более прочный, так называемый «супердюралюмин», по сравнению с Д1 содержит повышенное количество магния (в среднем 1,5 %). Поэтому основной упрочняющей фазой является уже тройная фаза CuMgAl2, дающая более высокую прочность.
Буква вовсе не обязательно означает «дюралюминий, дюраль», как может показаться. Есть алюминиево-марганцевый сплав Д12 – мягкий и пластичный.
Прочность дюралюминия зависит от вида полуфабриката: в прутках больше, в листах — меньше. Прочность на растяжение обычного листа Д1 достигает 410 МПа, а листа Ф16 – 440 МПа.
- Алюминиевый сплав Д18 специально разработан для заклепок, содержит пониженное количество меди и магния и поэтому имеет существенно меньшую прочность, но более высокую пластичность, чем, скажем, дюралюминий Д1.