Саморезы по металлу — размеры, таблица
Саморезы по металлу — размеры, таблица
Статьи
На сегодняшний день в сферах строительства, да и в ремонтных работах не обходится без применения крепежных изделий – саморезов по металлу. Без них невозможно произвести крепеж к металлическому каркасу, поэтому их востребованность вполне объяснима.
Винты самонарезающие имеют свои особенности, неправильно подобранные крепежи могут сильно повлиять на надежность всей конструкции. Саморезы по металлу: размеры и таблицу наиболее распространенных рассмотрим далее.
Специфика саморезов по металлу
Самонарезающие винты напоминают обычные шурупы, и не мудрено, ведь крепежное изделие стало ожидаемой эволюцией шурупа. Популярность в строительстве и ремонтных процессах заполучили благодаря способности самостоятельно прорезать отверстие, без необходимости применять другие способы сверления.
Способны проходить сквозь материал, осуществляя постепенные виткообразные движения, плотно завинчиваясь в свежеобразованное отверстие, обеспечивая прочное и надежное соединение.
Появление самонарезающего винта, ставшего пригодным для работ с металлическими конструкциями, в строительной индустрии стало долгожданным. Для того, чтобы создать требуемую резьбу в металле необходимо соблюдение некоторых условий:
- Саморез-шуруп должен отличаться повышенной прочностью по сравнению с металлической деталью, в которую он ввинчивается;
- Частички, образованные при нарезании должны полностью выводиться из отверстия.
С чем успешно и справляются саморезы по металлу, размеры которых определяют их сферу применения.
Основные преимущества:
- Простое, но прочное крепление;
- Стойкость к коррозии, что обеспечивает длительный срок эксплуатации;
- Отсутствие необходимости дополнительно сверлить отверстие обеспечивает быстрый и эффективный процесс монтажа;
- Не повреждает поверхность.
По своей конструкции изделие состоит из трех элементов: небольшого сверла-наконечника, резьбы, витки которой заполняют всю длину вплоть до шляпки и собственно шляпка, служащая упором, чтобы шуруп не прокручивался дальше.
Основные качественные показатели крепежного изделия в первую очередь отображают свойства материала, используемого при его производстве. Изготавливаются из высокопрочной углеродистой стали, проходящей завершающий этап обработки.
В ходе процесса оцинковки или фосфатирования самонарезающий винт приобретает антикоррозионные способности.
Резьбу нарезают до самой головки, для обеспечения максимально глубокого ввинчивания. На рынке встречаются саморезы разнообразной длины, что позволяет крепить детали различной толщины.
Резьба достаточно редкая, а сама шляпка имеет крестообразный замок, благодаря которому процесс ввинчивания не требует предварительного сверления, а можно воспользоваться шуруповертом или отверткой.
Виды саморезов по металлу
Саморезы по металлу размеры, таблица которых составлена исходя из видов и назначения, могут быть двух типов, обозначающих вид обязательного этапа обработки:
- Остроконечные черные, прошедшие фосфатирование;
- Светлые оцинкованные.


Абсолютно все самонарезающие винты классифицируются по типу наконечника: свердловидный или острый. Первые предназначены для соединения профилей. Величина небольшого сверла отвечает толщине металла, в котором подразумевается процесс ввинчивания.
Если же необходимость предварительного сверления все же присутствует или речь идет о применении дюбелей, тогда используют разновидность с острым наконечником.
Отличия от саморезов по дереву
Первое и самое главное отличие – шаг резьбы. Предназначенные для работ по дереву метизы имеют более широкое расстояние между витками. Обусловлено это общеизвестным фактом – структура дерева не такая плотная и твердая, как металлическая, поэтому и шаг зубчиков редкий.
Винты, предназначенные для металла, ввиду прочности последнего производятся с витками с частым шагом, необходимым для лучшего сцепления.
Отличие заключается и в наконечнике. У крепежей по дереву он более тонкий (меньше диаметра резьбы), что обеспечивает глубокое проникновение витков в древесину после прохождения сверлящего наконечника.
У крепежей по дереву он более тонкий (меньше диаметра резьбы), что обеспечивает глубокое проникновение витков в древесину после прохождения сверлящего наконечника.
В зависимости от задачи
Саморезы по металлу классифицируются по назначению. Условно их подразделяют на две большие группы:
- Кровельные;
- Общего назначения.
Поэтому перед приобретением следует определиться с типоразмерами и конечными целями их применения.
К кровельным относят изделия с широкой шляпкой – прессшайбой, герметизирующей проделанное отверстие. Винты для профиля, использующиеся при монтаже гипсокартонных конструкций, относят к общему назначению. Различные типы предназначены для разных целей.
Рассмотрим основные из них:
- Внутри помещения рекомендуют использовать изделие с прессшайбой;
- Для наружных работ подойдет модификация с шайбой типа EPDM, придающая дополнительные антикоррозионные свойства;
- Профилированный настил и металлочерепица крепятся с помощью крепежа, шляпка которого обработана полимером и имеет запрессованную подушку из искусственного каучука. Такая конструкция позволяет использовать его для наружного монтажа;
- Саморез для профиля выбирается, ориентируясь на толщину последнего.
 Такая конструкция позволяет использовать его для наружного монтажа;
Такая конструкция позволяет использовать его для наружного монтажа;
Таблица наиболее распространенных саморезов по металлу с размерами
Как видно из таблицы, типоразмер шурупа-самореза по металлу определяется нагрузкой, которую должно выдерживать соединение, размерами деталей и другими факторами.
Основные размеры саморезов по металлу в таблице:
Саморезы по металлу: размеры, вес, технические характеристики
Особенностью строения саморезов по металлу является наличие у данного вида крепёжных изделий остроконечного наконечника или наконечника со сверлом и основания с резьбой мелкого шага. Саморезы по металлу делятся в зависимости от их назначения, а точнее от свойств и размеров прикрепляемого к металлическим конструкциям материала, а также от толщины металла самой конструкции. Выделяют следующие основные виды саморезов по металлу:
- кровельные;
- для крепления гипсокартонных листов к металлопрофилю;
- для крепления гипсоволоконных плит;
- для крепления металлических профилей;
- для крепления листов металла толщиной до 0,9 мм;
- для крепления листов металла толщиной до 2,0 мм.

Размеры и характеристики саморезов из пунктов 1, 2, 3, 4 можно узнать, перейдя по соответствующей ссылке, а характеристики и размеры остальных описаны ниже по тексту.
Саморезы для крепления листового металла толщиной до 0,9 мм с пресс-шайбой и острым наконечником
Эти саморезы применяются при монтаже листов металла толщиной до 0,9 мм к металлическим конструкциям, а также конструкциям из пластиков. Головка, усиленная пресс-шайбой, обеспечивает надёжный прижим материала к основе, а оцинкованное покрытие допускает применение изделий, как для внутренних, так и для наружных работ. Головки таких саморезов, оснащенные пресс-шайбой, могут быть окрашены порошковой краской в любой цвет по таблице RAL.
При увеличении толщины монтируемого листа либо увеличения толщины материала конструкции свыше 0,9 мм требуется предварительное сверление точек монтажа.
| полукруглая с пресс-шайбой | |
| Philips №2 | |
| мелкий шаг | |
| острый | |
| Сталь С1018 | |
| оцинкованный | |
Саморез предназначен для монтажа листового материала к металлической или пластиковой основе толщиной до 0,9мм. Полукруглая головка с пресс-шайбой предназначена для более плотной фиксации скрепляемых материалов. Полукруглая головка с пресс-шайбой предназначена для более плотной фиксации скрепляемых материалов. | |
Таблица 1. Технические характеристики, размеры и вес саморезов по металлу с острым наконечником
| 4,2×13 | 13,0 | 7,1 | 10,6 — 11,4 | 3,2 | 4,05 — 4,3 | 550 | 240 — 450 | 4,5 | 2500 | 1,66 |
| 4,2×14 | 14,0 | 1,73 | ||||||||
| 4,2×16 | 16,0 | 1,89 | ||||||||
| 4,2×19 | 19,0 | 2,04 | ||||||||
| 4,2×25 | 25,0 | 2,45 | ||||||||
| 4,2×32 | 32,0 | 2,87 | ||||||||
| 4,2×41 | 41,0 | 3,60 | ||||||||
| 4,2×48 | 48,0 | 3,78 | ||||||||
| 4,2×51 | 51,0 | 3,87 |
Саморезы для крепления металлических листов толщиной до 2,0 мм с пресс-шайбой и наконечником со сверлом
Эти саморезы применяются для крепления листов толщиной до 2,0 мм к металлическим конструкциям и конструкциям из пластмасс.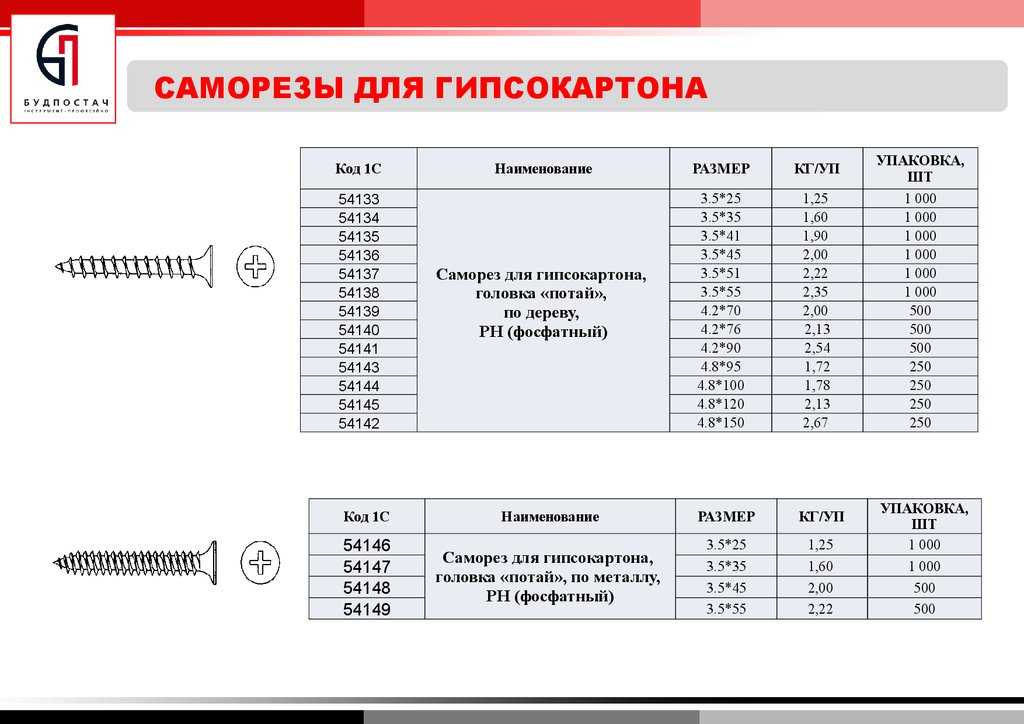 Форма головки с пресс-шайбой и оцинкованное покрытие, как и у саморезов с острым наконечником, также обеспечивают хороший прижим материала с возможным применением изделий для внутренних и наружных работ. Головка и пресс-шайба саморезов со сверлом тоже могут быть окрашены в любые цвета по таблице RAL.
Форма головки с пресс-шайбой и оцинкованное покрытие, как и у саморезов с острым наконечником, также обеспечивают хороший прижим материала с возможным применением изделий для внутренних и наружных работ. Головка и пресс-шайба саморезов со сверлом тоже могут быть окрашены в любые цвета по таблице RAL.
При увеличении толщины монтируемого листа либо увеличения толщины материала конструкции свыше 2,0 мм требуется предварительное сверление точек монтажа.
| полукруглая с пресс-шайбой | |
| Philips №2 | |
| мелкий шаг | |
| сверло №2 | |
| Сталь С1018 | |
| оцинкованный | |
Саморез предназначен для монтажа листового материала к металлической либо пластиковой основе толщиной до 2,0 мм. Полукруглая головка с пресс-шайбой предназначена для более плотной фиксации скрепляемых материалов. | |
Таблица 2. Технические характеристики, основные размеры и вес саморезов со сверлом
| 4,2×13 | 13,0 | 7,1 | 10,6 — 11,4 | 3,2 | 4,08 — 4,22 | 4,5-5,8 | 3,35-3,5 | 560 | 270 — 425 | 4,5 | 2500 | 1,85 |
| 4,2×14 | 14,0 | 1,87 | ||||||||||
| 4,2×16 | 16,0 | 2,05 | ||||||||||
| 4,2×19 | 19,0 | 2,26 | ||||||||||
| 4,2×25 | 25,0 | 2,61 | ||||||||||
| 4,2×32 | 32,0 | 3,05 | ||||||||||
| 4,2×41 | 41,0 | 3,71 | ||||||||||
| 4,2×51 | 51,0 | 4,10 |
Самосверлящий шуруп по металлу E | Simpson Strong-Tie
Европа
- Чехия
- Дания
- Германия
- Испания
- Франция
- Россия
- Польша
- Финляндия
- Швеция
- Соединенное Королевство
- Дом
- Системы крепления
- Шурупы и гвозди
- Металлические винты
- Самосверлящий металлический винт E
На этой странице
Подробная информация о продукте
Основные характеристики
- Головка с шестигранной шайбой
- Прозрачное цинковое покрытие
- Рекомендуется для использования с некоторыми соединителями Simpson Strong-Tie®
- Острие сверла №3 (макс. общая толщина сверления 0,35 дюйма)
- Бита входит в каждую коробку (сменная отверточная бита — BITHEXR38-R1)
 общая толщина сверления 0,35 дюйма)
общая толщина сверления 0,35 дюйма)Применение
- Стальные каркасы с холодным образованием
Связанные ссылки
- СИСТЕМЫ УСТАНОВКИ И УСТАНОВКА
Каталог.0006
Системы крепления Каталог
C-F-2023
Каталог, содержащий информацию о новых продуктах, а также все применимые спецификации и инструкции по установке крепежных изделий Simpson Strong-Tie® и систем Quik Drive®.
Каталог
Техническое руководство по системам крепления
C-F-2023TECHSUP
Технический документ, содержащий техническую информацию о конструкционных крепежах, представленных в Каталоге крепежных систем C-F-2023.
Каталог
Guía técnica de los sistemas de sujeción
C-F-2019TECHSP
Un documento técnico información de ingeniería para los sujetadores estructurales que se incluyen en el C-F-2019SP Catálogo de sistemas de sujeción.
Каталог
Sistemas de sujeción
C-F-2019SP
Каталог, содержащий информацию о новых продуктах и инструкциях по установке и спецификациям, отвечающим требованиям Simpson Strong-Tie® и систем Quik Drive®.
Каталог
Техническое дополнение по системам крепления для Канады
C-F-2017CANADD
Приложение с технической информацией для Simpson Strong-Tie Fasteners в Канаде.
Каталог
Карта линейки продуктов OEM
S-OM-LCARD23
Листовка с описанием широкого спектра категорий продуктов, которые Simpson Strong-Tie предлагает в качестве возможных решений для OEM-производителей.
Флаер
Информационная таблица продукта
| Модель № | Покрытие/Материал | Размер винта | Длина (дюймы) | Диаметр головки (дюймы) | Тип привода | Тип головки | ТПИ | Тип наконечника | Размер точки | Упаковка Кол-во |
|---|---|---|---|---|---|---|---|---|---|---|
| Э1Б1414Б | Прозрачное цинковое покрытие | №14 | 0,500 | 3/8 дюйма, шестигранник | Головка с шестигранной шайбой | 14 | Сверло | 3 | 2500 | |
| Э1Б1414Р100 | Прозрачное цинковое покрытие | №14 | 1 | 0,500 | 3/8 дюйма, шестигранник | Головка с шестигранной шайбой | 14 | Точка сверления | 3 | 100 |
 0000″>
0000″>Таблица информации о продукте
| Модель № | Длина (дюймы) | Размер винта | Тип привода | Диаметр головки (дюймы) | Тип головки | ТПИ | Размер точки | Тип наконечника | Покрытие/Материал | Количество в упаковке | СКП |
|---|---|---|---|---|---|---|---|---|---|---|---|
| E1B1414B | 1 | #14 | Шестигранник 3/8 дюйма | 0,500 | Головка с шестигранной шайбой | 14 | 3 | Сверло | Прозрачное цинковое покрытие | 2500 | 746056101604 |
| E1B1414R100 | 1 | #14 | Шестигранник 3/8 дюйма | 0,500 | Головка с шестигранной шайбой | 14 | 3 | Сверло | Прозрачное цинковое покрытие | 100 | 746056119401 |
Таблицы нагрузок
Прочность шурупов
Нагрузки на соединение шурупов с холодногнутыми стальными элементами, сталь со сталью
- Винты должны проходить через соединение не менее чем на три открытых витка резьбы в соответствии с общими положениями стандарта AISI Раздел D1 . 3.
- Табличные нагрузки основаны на расчетах по AISI S100 с использованием более тонкого стального элемента в соединении. Коэффициент безопасности Ω = 3,0 и коэффициент сопротивления Φ = 0,5 использовались для определения значений прочности ASD и LRFD.
- Нагрузки основаны на элементах из холодногнутой стали с минимальным пределом текучести, F и , 33 тысяч фунтов на квадратный дюйм и пределом прочности на растяжение, F u , 45 тысяч фунтов на квадратный дюйм для 43 мил (18 ga.) и тоньше, и минимум предел текучести 50 тысяч фунтов на квадратный дюйм и предел прочности на растяжение 65 тысяч фунтов на квадратный дюйм для 54 мил (16 ga) и толще.
 3.
3.Отчеты по кодам и соответствие
Чертежи
| ПДФ | ДВГ | DXF | РФА | МФК | СБ | ||
|---|---|---|---|---|---|---|---|
Виды саморезов для пластмассы и их характеристики
Саморезы для пластмассовой формы или метчики ее резьбы при вкручивании в пластмассу устанавливаются в предварительно просверленные или формованные направляющие отверстия. Саморезы для пластика, как следует из названия, формируют или нарезают резьбу при ввинчивании в пластик с предварительно просверленными или формованными направляющими отверстиями. Они обеспечивают экономичный метод соединения двух пластиков или металлов в пластик и позволяют легко разбирать и снова собирать.
Саморезы для пластика, как следует из названия, формируют или нарезают резьбу при ввинчивании в пластик с предварительно просверленными или формованными направляющими отверстиями. Они обеспечивают экономичный метод соединения двух пластиков или металлов в пластик и позволяют легко разбирать и снова собирать.
Содержание данной статьи
Что такое саморезы для пластика?
Саморезы для пластика, как следует из названия, формируют или нарезают резьбу при ввинчивании в пластик с предварительно просверленными или формованными направляющими отверстиями. Они обеспечивают экономичный метод соединения двух пластиков или металла с пластиком и позволяют легко разбирать и снова собирать.
Саморезы для пластика (Источник: stanleyengineeredfastening.com)
Эти саморезы являются отличным выбором, особенно для деталей, изготовленных методом литья под давлением, так как литье направляющих отверстий намного дешевле, чем резьбовые отверстия или резьбовые вставки. Эти специальные застежки используются вместо стандартных застежек из-за их узкого профиля резьбы, повышенного сопротивления выдергиванию и меньшего радиального напряжения. Меньшее радиальное напряжение также предотвращает повреждение бобышки.
Меньшее радиальное напряжение также предотвращает повреждение бобышки.
Их часто принимают за саморезы. Стандартные саморезы имеют наконечник для сверления на конце винта, который помогает формировать резьбу без направляющего отверстия. Они используются преимущественно в листовом металле, мягком металле и дереве для сверления, нарезания резьбы и завинчивания шурупов за один шаг.
Как работает саморез для пластика?
Чем саморезы для пластика отличаются от стандартных шурупов?
Уголки профиля резьбы , также называемые боковой угол саморезов, имеют меньшие размеры, чем стандартные шурупы, как показано на рисунке ниже, что снижает внутренние радиальные напряжения, создаваемые при снятии и деформации пластика.
Поскольку диаметр основания меньше, чем у стандартной застежки, резьбовое соединение (CM) диаметрально больше, чем у стандартной застежки, что увеличивает удерживающую способность на мягком пластике по сравнению с металлом.
Угол наклона и зацепление резьбы винтов для пластика (Источник: stanleyengineeredfastening.com)
Типы саморезов
Выбор крепежа, наиболее подходящего для материала, позволит использовать более тонкие бобышки и избежать использования специальных вставок и фиксирующих компонентов, что снизит общую стоимость инженерного изделия. Это также сократит использование пластиковых материалов, время впрыска и стоимость деталей для литья под давлением.
Саморезы подразделяются на две группы: резьбонарезные и резьбонарезные. Выбор винтового типа будет зависеть от его требований к применению, типа материала и свойств. Существует множество торговых марок и запатентованных конструкций от различных компаний, таких как крепежные детали Stanley, EPOK, TR и т. д. У всех производителей есть варианты с различными углами профиля резьбы (30-45-48 градусов), чтобы соответствовать диапазону модуля изгиба пластмасс.
Резьбонарезной
Резьбонарезной винт для пластмассы не имеет заостренного конца, и для него потребуется направляющее отверстие. Винтовая резьба деформирует пластиковый материал, обтекая резьбу. Следовательно, решающее значение имеют величина перекрытия (зацепление резьбы) и угол профиля резьбы.
Винтовая резьба деформирует пластиковый материал, обтекая резьбу. Следовательно, решающее значение имеют величина перекрытия (зацепление резьбы) и угол профиля резьбы.
Резьбонарезные винты для пластика (Источник: stanleyengineeredfastening.com)
Резьбонарезные винты создают высокие внутренние напряжения, поскольку материал скорее деформируется, чем удаляется. В результате эти винты можно использовать только в мягких полимерах с более низким модулем изгиба.
Резьбонарезной
Винты для нарезания резьбы для пластика, также известные как самонарезающие винты, имеют острую режущую кромку, которая разрезает пластик, когда они ввинчиваются в направляющее отверстие, образуя резьбовое соединение. Это создает меньшее внутреннее напряжение по сравнению с винтами для формовки резьбы, что делает их подходящими для более жестких пластиковых материалов с более высоким модулем изгиба.
Резьбонарезные винты для пластика (Фото: stanleyengineeredfastening.com)
Важно иметь правильный диаметр и глубину направляющего отверстия. Глубина отверстия должна быть больше, чем длина зацепления винта, чтобы оставалось место для перемещения удаленного материала. Для пластиков, наполненных волокном или стекловолокном, они обеспечивают высокое зацепление с резьбой, высокие зажимные нагрузки и снижение напряжения. Самым большим недостатком резьбонарезного винта является срыв резьбы при разборке.
Глубина отверстия должна быть больше, чем длина зацепления винта, чтобы оставалось место для перемещения удаленного материала. Для пластиков, наполненных волокном или стекловолокном, они обеспечивают высокое зацепление с резьбой, высокие зажимные нагрузки и снижение напряжения. Самым большим недостатком резьбонарезного винта является срыв резьбы при разборке.
Преимущества и недостатки использования саморезов для пластика
Преимущества
- Саморезы для соединения пластика надежны при правильном использовании
- Они дешевы по сравнению с другими средствами соединения
- Легко разбираются
- Не требуют не требует предварительно отлитой резьбы
- Хорошая ударопрочность и вибростойкость
- Не требует времени отверждения или времени для достижения полной прочности
- Не требует специального инструмента
Недостатки
- Всего до 10 циклов разборки и сборки
- Вероятна концентрация напряжения или рост напряжения
Руководство по проектированию самонарезающих резьбовых соединений для пластика
Пластмасса открывает большие возможности для разработчиков инженерных изделий благодаря своей универсальности и выбору материалов. Но когда дело доходит до соединения пластика или пластика с другим материалом, возникают некоторые уникальные проблемы, такие как использование крепежных деталей и резьбы.
Но когда дело доходит до соединения пластика или пластика с другим материалом, возникают некоторые уникальные проблемы, такие как использование крепежных деталей и резьбы.
Стандартные винты и саморезы для металла, такие как тип A и тип AB, не подходят для пластика из-за их большого угла задней поверхности и мелкой резьбы. Они используются на листовом металле и толстых пластиковых листах, таких как рамы из ПВХ. Как обсуждалось в разделе выше, два типа саморезов, доступных для использования с наиболее распространенными пластмассами , представляют собой резьбонарезные винты и винты для нарезки резьбы .
Каждый тип пластмассы имеет уникальные характеристики, такие как пластичность, тепловое расширение и удержание зажима. Выбор крепежа, который лучше всего соответствует этим характеристикам, имеет важное значение для успешного винтового соединения в конструкции вашего продукта.
Имея так много доступных полимеров типа , всегда лучше протестировать резьбовое соединение, чтобы найти наилучший тип и конструкцию резьбы. Выбор правильного крепежа, разработанного для определенного типа материала, даст
Выбор правильного крепежа, разработанного для определенного типа материала, даст
- Более высокий момент затяжки
- Увеличенное сопротивление ослаблению
- Более высокие значения выдергивания
Самонарезающий винт для пластиковых расчетных факторов
Саморезное резьбовое соединение эффективность зависит от следующих факторов
- Свойства пластикового материала
- Типы винтов
- Конструкция интерфейса крепежа
Свойства пластикового материала
На характеристики самонарезающего пластикового резьбового соединения влияют следующие пластические свойства.
- Жесткость материала (модуль изгиба пластика)
- Добавки и наполнители (наполнитель, содержание и тип армирования)
- Коэффициент теплового расширения
- Скорость ползучести
Жесткость материала – модуль изгиба пластика
Модуль изгиба или модуль изгиба измеряет жесткость пластика на начальном этапе процесса изгиба и деформации и представляет собой отношение напряжения к деформации при деформации изгиба . Проще говоря, склонность пластика сопротивляться изгибу.
Проще говоря, склонность пластика сопротивляться изгибу.
| Materials | Flexural Modulus (psi) | Flexural Modulus (MPa) | ||
|---|---|---|---|---|
| Thermoplastics | Ductile | Polyethylene (PE) | 150000 | 1034 |
| Polypropylene (PP) | 200000 | 1379 | ||
| Polycarbonate (PC) | 340000 | 2344 | ||
| ABS, 0-20% glass fill | 350000 | 2413 | ||
| Polyamide 66 (PA) | 350000 | 2413 | ||
| Acetal (AC) | 400000 | 2758 | ||
| Polystyrene (PS) | 430000 | 2965 | ||
| Polypropylene, 40% talc fill (PP40) | 500000 | 3447 | ||
| Polyphenylene Sulfide | 550000 | 3792 | ||
| Moderate | ABS, 20% glass fill | 650000 | 4482 | |
| Stiff | Polycarbonate, 30% glass fill (PC30) | 1100000 | 7584 | |
| Polybutylene Terephthalates 30% glass fill (PBT30) | 1100000 | 7584 | ||
| Polyamide 66, 30% glass fill (PA30) | 1200000 | 8274 | ||
| Liquid Crystal Polymer (LCP) | 1400000 | 9653 | ||
| Thermosets | Polyphenylene Sulfide, 40% fill (PPS40) | 1700000 | 11721 | |
| Phenolic, 20% glass fill | 1750000 | 12066 | ||
| Polyester, 50% glass fill | 2100000 | 14479 | ||
 0169 5861
0169 5861 Flexural modulus is used to identify the Эффективность саморезного соединения. Как правило, более низкий модуль упругости означает, что больше материала будет обтекать профиль резьбы и позволит лучше формировать резьбу, а значит, и лучше соединять. Для термопластика с более высоким модулем изгиба обычно требуется крепеж с малым углом наклона спирали, чтобы избежать чрезмерного вращающего момента.
Для термопластика с более высоким модулем изгиба обычно требуется крепеж с малым углом наклона спирали, чтобы избежать чрезмерного вращающего момента.
Влияние добавок и наполнителей
Хотя добавки, такие как смазки для форм, наполнители и армирующие материалы (как показано в таблице ниже), добавляются для улучшения некоторых свойств материалов для литья под давлением , побочным эффектом является что он изменяет некоторые другие свойства, такие как модуль изгиба. Например, силикон отрицательно влияет на нагрузку зажима, так как снижает крутящий момент привода.
| Антиоксиданты | Антистатик | |||||||||||||||||||||||||||||||
| Смазочные материалы | УФ -стабилизаторы | |||||||||||||||||||||||||||||||
| Пламени | Влияния. СПОРТИКА 9014. ВЛИБЕТИВНЫЕ ДЕТАРИКА ДЕРЕМЕНТИКИ 9017 ВСЕГО СОДЕРЖИВАРИЧЕСКИЕ ДЕРЕМЕНТИКИ ДЕРЕМЕНТИКА 9017. СПОРТИКА ДЕРЕМЕНТИКИ 9017. ВЛЕДИМИ ДЕРЕМЕНТА ДЕТАРИКИ ДЕРЕМЕНТА ДЕТАРИКИ ДЕРЕМЕНТИКИ 9017. ОПРЕДЕЛЕНИЯ. Это может привести к значительным изменениям размеров, короблению деталей или внутреннему напряжению. Кривая напряжение/деформация для термопластов сильно зависит от температуры. При одинаковой температуре пластмассы расширяются быстрее, чем металлы. Если комбинации зажимаемых материалов разные, то скорость их расширения тоже будет разной. Это приведет к тому, что прижимная нагрузка будет колебаться в зависимости от температуры. Это может привести к значительным изменениям размеров, короблению деталей или внутреннему напряжению. Кривая напряжение/деформация для термопластов сильно зависит от температуры. При одинаковой температуре пластмассы расширяются быстрее, чем металлы. Если комбинации зажимаемых материалов разные, то скорость их расширения тоже будет разной. Это приведет к тому, что прижимная нагрузка будет колебаться в зависимости от температуры.Степень теплового расширения пластмасс (Коэффициент линейного теплового расширения) Свойство материала коэффициента линейного теплового расширения (показано выше) — это свойство, на которое следует обращать внимание при проектировании с использованием разнородных материалов. Это количественно определяет тенденцию пластика к расширению при повышении температуры. Скорость ползучести Все полимеры будут ползти или необратимо деформироваться при длительном напряжении или нагреве. Эта ползучесть приведет к потере зажимной нагрузки. На графике показан стандартный саморез для пластика, теряющий с течением времени прижимную силу. Скорость ползучести саморезов для пластика (Источник: stanleyengineeredfastening.com) Следующие методы уменьшают эффект ползучести в соединении
Типы винтов Выбор правильного резьбового крепления (самонарезающего винта), подходящего для материала, имеет решающее значение, поскольку он непосредственно воздействует отношение крутящего момента привода к полосе и удерживание зажима. Таблица жесткости материала сечения должна служить отправной точкой при выборе винтов с учетом жесткости материала. Типы саморезов для пластика (Фото: stanleyengineeredfastening.com) Резьбонарезные и резьбонарезные винты доступны с углами наклона 30⁰, 40⁰, 45⁰, 48⁰ и 60⁰. Некоторые бренды также делают резьбу с двойным интервалом и трехлепестковую форму.
Конструкция интерфейса крепежаКлючевые факторы конструкции продукта, которые могут повлиять на способность крепежа работать удовлетворительно, это диаметр направляющего отверстия , зацепление резьбы , длина зацепления и конструкция выступа . Хотя дизайн продукта может накладывать определенные ограничения на эти четыре ключевых фактора, лабораторные испытания позволят установить наилучшее сочетание этих параметров для вашего приложения. Итак, вы должны провести некоторые испытания на образце пластика с различными винтами. Самонарезающие винты для пластика — дизайн интерфейса крепежа (Источник: stanleyengineeredfastening.com) Диаметр направляющего отверстия и зацепление резьбы — Диаметр направляющего отверстия и диаметральное зацепление резьбы будут взаимосвязаны. Длина зацепления – Длина зацепления – это расстояние между резьбой полноразмерного крепления и материалом гайки. Длина зацепления винта указывается как коэффициент номинального диаметра винта и должна составлять от 2 до 2,5 диаметра винта. Конструкция бобышки – Отверстия с уклоном необходимы для литья под давлением термопласта, но они уменьшают зацепление резьбы из-за изменения диаметра по длине винта. Для поддержания правильной работы пресс-формы всегда используйте наименьший возможный угол уклона. Как правило, номинальный размер отверстия измеряется на глубине, равной половине всей длины зацепления крепежного изделия, без учета зенковки. Производительность резьбового соединенияОтношение закручивания к закручиваниюОтношение закручивания к крутящему моменту, которое представляет собой отношение крутящего момента зачистки к крутящему моменту, используется для определения возможности изготовления крепежного соединения. Это соотношение должно быть около 5:1 для крупносерийного производства с использованием электроинструментов. Соотношение 2:1 может быть приемлемым для хорошо обученных сотрудников, использующих одинаковые компоненты и ручные инструменты. Смазочные материалы резко снижают это соотношение, поэтому их следует избегать. Torque-turn — зачистка резьбы (Фото: stanleyengineeredfastening.com) На приведенном выше графике крутящего момента показано, как саморез ведет себя в зависимости от приложенного крутящего момента. Приводной крутящий момент несколько линейно увеличивается до точки «В», которая нарезает резьбу и преодолевает трение скольжения резьбы вместе с глубиной резьбы. Момент затяжкиПоскольку пластик мягче металла, резьбу можно легко сорвать при затягивании винта. Момент зачистки пластиковых винтов можно рассчитать по приведенной ниже формуле для заданного усилия вытягивания F.
Усилие вытягивания Усилие вытягивания зависит от диаметра винта, длины зацепления и напряжения сдвига материала.
Общие советы указание пластиковой застежки для успешного соединения. | |||||||||||||||||||||||||||||||



 Глубина боковой поверхности резьбы, заполненная материалом, называется зацеплением резьбы и выражается в процентах. Никогда не используйте 100% зацепление резьбы, так как это увеличит требуемый крутящий момент и не улучшит работу соединения. Как показывает опыт, 75%-80% зацепления резьбы используется на жестких материалах для достижения хорошего соединения.
Глубина боковой поверхности резьбы, заполненная материалом, называется зацеплением резьбы и выражается в процентах. Никогда не используйте 100% зацепление резьбы, так как это увеличит требуемый крутящий момент и не улучшит работу соединения. Как показывает опыт, 75%-80% зацепления резьбы используется на жестких материалах для достижения хорошего соединения. Как правило, производители винтов определяют размеры направляющего отверстия и бобышки для своих саморезов.
Как правило, производители винтов определяют размеры направляющего отверстия и бобышки для своих саморезов. Головка винта касается верхнего материала (пластика или металла) в точке «В». Любой дальнейший крутящий момент переходит в сжимающую нагрузку резьбы до «С», крутящий момент зачистки. Напряжение в нитях приближается к пределу текучести пластика в точке «С», и нити начинают срезаться. Когда нити полностью обрываются, нити продолжают обдираться до точки «D».
Головка винта касается верхнего материала (пластика или металла) в точке «В». Любой дальнейший крутящий момент переходит в сжимающую нагрузку резьбы до «С», крутящий момент зачистки. Напряжение в нитях приближается к пределу текучести пластика в точке «С», и нити начинают срезаться. Когда нити полностью обрываются, нити продолжают обдираться до точки «D». Силу вытягивания можно рассчитать по следующей формуле.
Силу вытягивания можно рассчитать по следующей формуле.